

Oem5 различных типов электрических окончаний
Когда говорят про OEM электрических окончаний, многие сразу представляют стандартные комплекты, чуть ли не с конвейера. Но на практике, особенно когда речь идет о пяти принципиально разных типах, все упирается в детали, которые в каталогах не опишешь. Вот, к примеру, работа с OEM различных типов электрических окончаний для проектов в условиях вечной мерзлоты и для обычной городской застройки — это две большие разницы, хотя по спецификации изделия могут проходить под одним кодом. Частая ошибка — считать, что раз производитель взял чертеж, то он сам все нюансы учтет. Не учтет. Потому что нюансы появляются уже на месте, при приемке партии или, что хуже, при монтаже.
Пять типов — не просто цифра
Итак, какие это могут быть типы? Если отталкиваться от нашего опыта, то обычно это комбинация: термоусаживаемые окончания среднего напряжения, холодноусаживаемые, литые изоляционные, компактные модульные для стесненных условий и, скажем, специальные гибридные для перехода с кабеля на шину. Каждый тип — это своя философия монтажа, свои требования к подготовке кабеля и, что критично, своя ?поведенческая? модель в сети. Термоусадка, например, требует строгого контроля температуры горелки, иначе адгезия будет не та, а со временем появится подсос влаги. Холодная усадка кажется проще, но если на объекте минус 25, а муфту хранили в тепле, то при монтаже эластомор может вести себя непредсказуемо.
Мы как-то работали над партией для одного нефтегазового проекта на севере. Заказчик запросил именно пять типов окончаний под разные участки трассы: от КРУЭ до погружных насосов. Техническое задание было на 50 страницах, но главный вопрос возник уже по факту: как обеспечить идентичность диэлектрических свойств для всех пяти типов, если материалы основы разные — силикон, ЭПДМ, полиолефин. Просто взять и сделать по одному чертежу нельзя. Пришлось искать производителя, который готов был погрузиться в эту проблему, а не просто штамповать.
Тут и всплыло название ООО Шицзячжуан Хист Электрик. Мы обратились к ним не потому, что они самые крупные, а потому что в их технической поддержке сидят люди, которые способны обсуждать не цены и сроки, а именно кривые усадки материалов при разных температурах или стойкость конкретного компаунда к агрессивным пластовым водам. Это важно, когда ты делаешь не разовую закупку, а закладываешь стандарт для будущих лет эксплуатации. Их сайт, histe.ru, в этом плане — не просто визитка, там можно найти реальные технические бюллетени по старению материалов, что для инженера ценнее маркетинговых брошюр.
Где кроется подвох в OEM-производстве
Главный подвох — в переходе от прототипа к серии. Допустим, вы разработали и испытали образец литого окончания. Все идеально. Но когда начинается серийное производство, меняется партия компаунда, или температура в цехе в день заливки, или даже способ вакуумирования. И вот уже диэлектрическая прочность на готовых изделиях из одной коробки ?пляшет?. Производитель должен иметь не просто патент на продукцию, как указано в описании Хист Электрик, а отработанную систему контроля именно на таких многономенклатурных заказах.
У них в компании, если верить описанию, работают 7 докторов и кандидатов наук. В нашей ситуации это сыграло роль. Когда мы столкнулись с аномально высокими тангенсами диэлектрических потерь на одной из партий холодноусаживаемых окончаний, их техспецы не стали ссылаться на ГОСТ, а запросили логи с нашего испытательного стенда, сопоставили с данными своей лаборатории по вязкости сырья на момент производства. Оказалось, была неучтенная влажность в упаковочном материале. Мелочь, но из-за нее мог быть отказ.
Поэтому OEM — это не ?сделайте как у себя, но с нашим логотипом?. Это совместный процесс. Особенно когда типов пять, и для каждого нужен свой набор оснастки и, часто, своя линия приемочных испытаний. Не каждый завод пойдет на такие нестандартные затраты. Хист, судя по всему, ориентированы на комплексные решения, что и позволило им реализовать наш заказ без попыток упростить задачу за счет унификации там, где это было недопустимо.
Полевые истории и уроки
Расскажу про случай, который хорошо иллюстрирует разницу между теорией и практикой. Мы монтировали модульные окончания в горной местности, с большими перепадами высот. В спецификации все было гладко: климатическое исполнение УХЛ1, допустимая высота — до 1000 метров. Но на деле, на отметке около 1500 м, начались поверхностные разряды на одном из типов изоляторов. Не критические, но трекинг появился.
При разборе полетов выяснилось, что для этого конкретного типа окончания в OEM-проекте использовался изолятор, чья конструкция была оптимальна для нормального давления, но на высоте эффективная длина пути утечки оказалась недостаточной. Производитель, в нашем случае Хист, не виноват — они сделали строго по предоставленным нами чертежам и условиям. Но их инженеры, получив наши полевые данные, оперативно предложили модификацию — не менять весь тип, а заказать для этих условий партию с увеличенными рёбрами изолятора. Это и есть та самая ?техническая поддержка для различных сложных строительных условий?, о которой они пишут.
Еще один урок: логистика. Когда у тебя пять разных типов, каждый в своей упаковке, с разными условиями хранения (особенно чувствительные к УФ силиконовые компоненты), организовать поставку одной партией, чтобы все пришло одновременно и в сохранности, — это отдельная задача. Пришлось совместно с их отделом продаж разрабатывать схему упаковки в общий контейнер с разделителями. Казалось бы, ерунда, но без такого внимания к деталям можно получить испорченные материалы еще до начала работ.
Что в сухом остатке? Критерии выбора партнера
Исходя из этого опыта, для заказа OEM различных типов электрических окончаний я бы сформировал несколько неочевидных критериев выбора производителя. Первое — наличие собственной, а не аутсорсной, химико-физической лаборатории. Это позволяет оперативно исследовать причины дефектов, а не гадать. Второе — готовность вести диалог на уровне инженерных протоколов, а не коммерческих предложений. Третье — опыт работы именно со сложными, нестандартными условиями, а не только с городскими сетями.
Компания ООО Шицзячжуан Хист Электрик, с которой мы сотрудничали, под эти критерии подходит. Их профиль — профессиональный производитель кабельных аксессуаров с 2004 года, и видно, что они выросли не на массовом ширпотребе, а на решении конкретных технических задач. 256 сотрудников, из которых значительная часть — технический персонал, это структура, которая может позволить себе глубокую проработку проекта.
В итоге, успешный OEM — это когда после сдачи объекта у тебя не остается сомнений в том, что каждый из пяти типов окончаний отработает свой заявленный срок именно в тех условиях, для которых проектировался. И это достигается не только качественным сырьем и станками, но и культурой производства, где инженер может позвонить инженеру и обсудить коэффициент температурного расширения, не переводя разговор в коммерческую плоскость. Наш проект, в котором были задействованы их изолирующие выключатели и кабельные аксессуары, подтвердил, что такой подход — не рекламная фраза, а реальная практика. И это, пожалуй, главный вывод.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
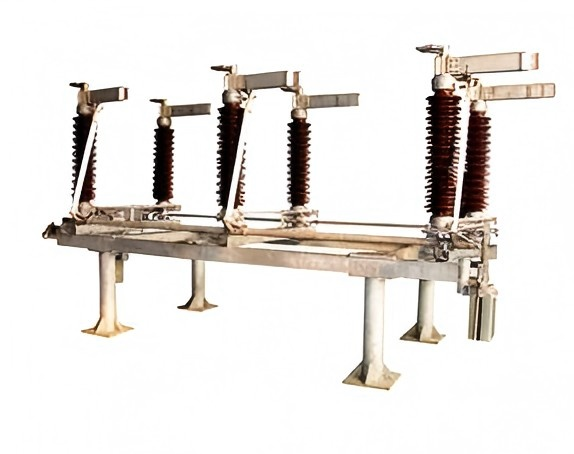
 разъединитель-HJDW6-0.5630~2000
разъединитель-HJDW6-0.5630~2000 -
 Муфта концевая готовой установки 10 кВ
Муфта концевая готовой установки 10 кВ -
 Втычное подключение сзади
Втычное подключение сзади -
 Изолятор опорный 10 кВ
Изолятор опорный 10 кВ -
 Изолятор опорный 110 кВ
Изолятор опорный 110 кВ -
 Изолятор опорный 66 кВ
Изолятор опорный 66 кВ -
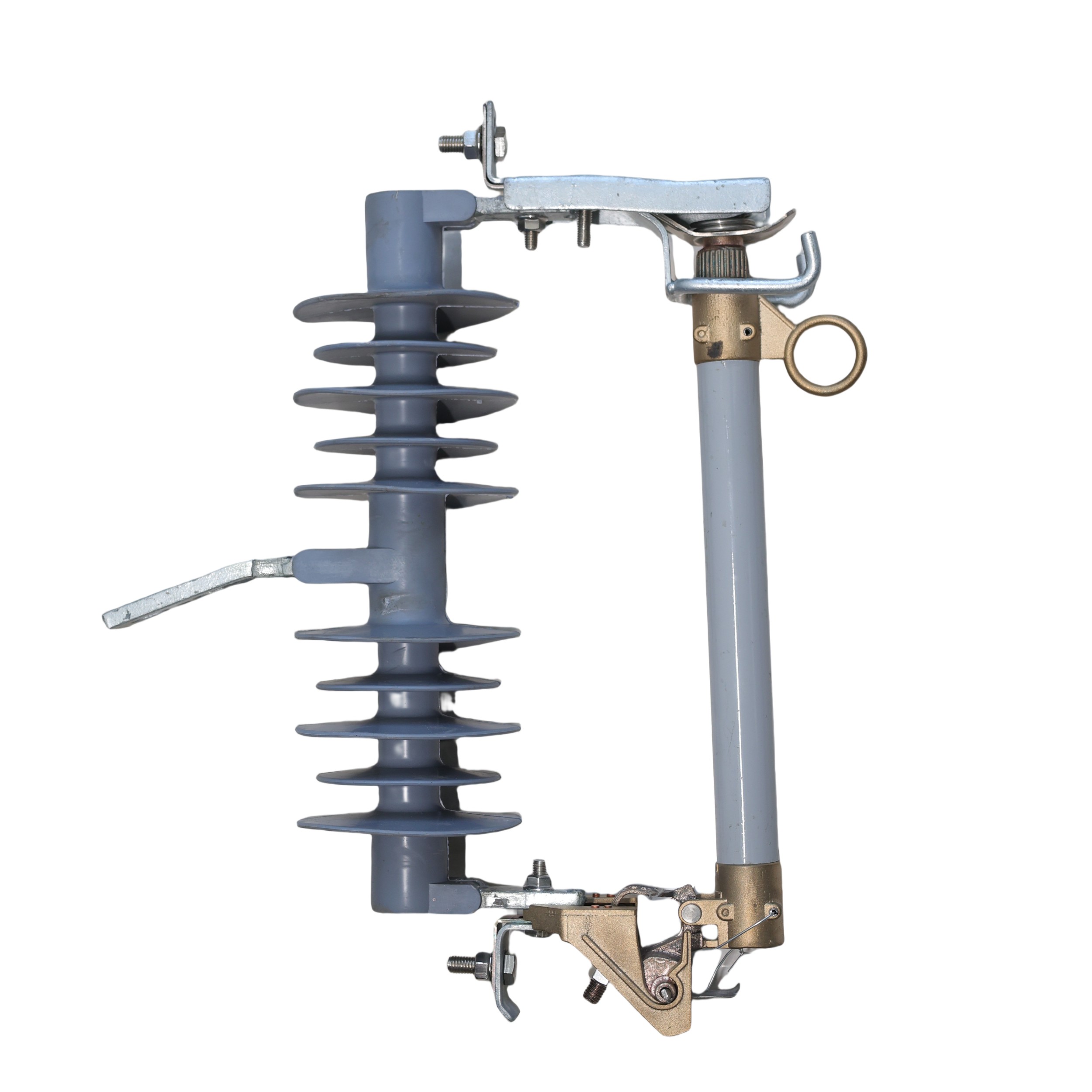
 Предохранитель-(H)RW9-15кВ
Предохранитель-(H)RW9-15кВ -
 Разъединители 24 кВ Россия
Разъединители 24 кВ Россия -
 Изолятор траверсный 35 кВ
Изолятор траверсный 35 кВ -
 Предохранитель (H)RW12-24кВ
Предохранитель (H)RW12-24кВ -
 Разъединитель-(H)GW4-126кВ(138кВ)
Разъединитель-(H)GW4-126кВ(138кВ) -
 Изолятор с 1/2 ушком 24 кВ
Изолятор с 1/2 ушком 24 кВ
Связанный поиск
Связанный поиск- Цена на заделку кабеля / заделку хвоста кабеля
- Ведущая страна-покупатель по неисправностям кабельных заделок
- Поставщики изоляторов из силиконовой резины
- Поставщики сухих термоусаживаемых кабельных заделок
- Цены на комплекты для заделки проколов изоляции
- Оптовая продажа кабельных терминалов
- Ведущий покупатель заделок для одножильных кабелей 11 кв
- Наборы головок для оконцевания oem11kv
- Различные типы кабельных заделок в китае
- Поставщики специальных комплектов для кабеля 11 кв



