

Oem трансформатор заделки кабеля обработка
Когда слышишь ?OEM трансформатор заделки кабеля обработка?, многие сразу думают о простой механической сборке или штамповке деталей по чужим чертежам. Это, пожалуй, самое большое заблуждение в нашей нише. На деле, это целая философия глубокой адаптации, где обработка — это не конечная операция, а сквозной процесс, начинающийся с понимания, для какого именно кабеля, в каких условиях и, что критично, в чьей обвязке этот самый трансформатор будет работать. Сейчас объясню на пальцах, исходя из того, с чем сталкивался сам.
Что на самом деле скрывается за ?обработкой? в OEM-заказе
Возьмем стандартную ситуацию: к нам, как к производителю аксессуаров, приходит партнер с готовой моделью трансформатора заделки. Задача — не просто повторить геометрию. Нужно ?обработать? его под свои производственные линии и материалы. Вот тут и начинается самое интересное. Например, литьевая форма. Часто в исходной модели не учтены особенности усадки именно нашей силиконовой или EPDM-компаунды. Если скопировать один в один, после вулканизации получим отклонение по критичным диэлектрическим размерам. Приходится вносить поправки в 3D-модель, и это не автоматический процесс, а серия пробных отливок, замеров, снова корректировок.
Другой аспект — металлические контактные элементы. В OEM-поставке клиент может предоставить только чертеж, требуя использовать местные, допустим, российские или европейские аналоги сталей или сплавов. Механическая обработка (токарная, фрезерная) тут вторична. Первичен — анализ химсостава и механических свойств подменного материала, проверка его на совместимость с обжимной технологией и на электрохимическую коррозию в паре с материалом жилы. Бывало, что красивый по ГОСТу аналог вел себя непредсказуемо при долговременном нагреве в обжиме, требуя изменения профиля или усилия обжима.
И третий, часто упускаемый из виду, этап — обработка поверхности. Не только чистота, а именно текстура. Для внутренней поверхности изолятора, которая будет залита компаундом, иногда нужна легкая шероховатость для лучшей адгезии, а для внешней — идеальная гладкость для стойкости к трекингу. Параметры пескоструйной или химической обработки подбираются эмпирически, и они редко прописываются в исходном ТЗ от заказчика. Это как раз та ?ноу-хау? обработки, которую вносит производитель.
Связка с кабелем: где теория расходится с практикой монтажа
Вот здесь кроется 80% всех проблем на объекте. OEM-трансформатор спроектирован под идеальный, эталонный кабель. Но в реальности кабель даже в одной партии имеет допуски по диаметру изоляции, эксцентриситету, степени загрязнения полупроводящего слоя. Наша задача как производителя аксессуаров — предвосхитить это. Например, в конструкции предусмотреть не жесткий фиксирующий размер, а диапазон, регулируемый либо сменными втулками, либо эластичным элементом.
Работая над проектами для ООО Шицзячжуан Хист Электрик, мы как раз часто упирались в эту проблему. Их технические специалисты, кстати, хорошо это понимают — видно, что люди с поля. На одном из совместных проектов для сети в условиях высокой влажности (histe.ru предоставляла инженерную поддержку) мы столкнулись с тем, что стандартный алгоритм обработки конца кабеля (зачистка, шлифовка) не обеспечивал стабильной адгезии их фирменного компаунда к местной кабельной изоляции. Пришлось на месте экспериментировать с температурой подогрева кабеля и временем выдержки перед заливкой. Это тот самый случай, когда ?обработка? вышла далеко за рамки цеха.
Еще один практический нюанс — маркировка. В OEM-поставке клиент требует свою бирку. Казалось бы, что проще? Но если бирка пластиковая, нужно выбрать метод нанесения (лазер, тампопечать), который не повредит материал изолятора и будет стойким к УФ и агрессивным средам. А если изолятор уже покрыт графитовым слоем для выравнивания поля? Лазером можно этот слой нарушить. Такие мелочи, обнаруживаемые методом проб и ошибок, и составляют реальный опыт.
Техническая экспертиза и патентные ловушки
Упомянутая компания ООО Шицзячжуан Хист Электрик в своем описании не зря делает акцент на патентах и экспертизе. При OEM-обработке это не просто красивые слова. Часто заказчик приносит конструкцию, в которой неочевидным образом использован чужой запатентованный принцип, скажем, конкретная конфигурация емкостного градиента или форма электрода. Задача производителя — обладать достаточной экспертизой, чтобы это распознать и либо предложить обходное патентно-чистое решение, либо уведомить заказчика о рисках. Это часть профессиональной ?обработки? заказа.
Их сила, как я понимаю из описания, как раз в комплексных решениях. Для трансформатора заделки это означает, что они могут предложить не просто деталь, а проработанный метод его монтажа, инструмент для обжима, рекомендации по крутящему моменту на болтах. При OEM-сотрудничестве эта экспертиза бесценна. Мы однажды взялись за обработку партии, не вникнув глубоко в рекомендованный клиентом метод термоусадки. В итоге перегрели полимерный корпус, что привело к микротрещинам. Урок был learned: обработка включает в себя и обработку информации, и технологической карты.
Сотрудничество с такими профильными производителями, где в штате есть докторанты и аспиранты, занятые именно электротехническими разработками, меняет подход. Ты начинаешь смотреть на ?трансформатор заделки? не как на железку с резиной, а как на элемент системы, где важны переходные процессы, тепловые режимы, стойкость к частичным разрядам. Их исследования в области изоляторов и кабельных аксессуаров напрямую влияют на то, какие допуски при механической обработке мы закладываем, как контролируем чистоту поверхности контакта.
Полевые условия и адаптация решения
Все, что было сделано в цеху, проходит проверку на стройплощадке. Сложные условия строительства, о которых говорит Хист Электрик, — это не абстракция. Это, например, монтаж в кабельной канализации при минус 20, когда стандартный компаунд становится слишком вязким. Нужно ли его предварительно греть? Или заменить на зимнюю модификацию? Это решение должно быть заложено еще на этапе приемки OEM-заказа. Мы сейчас для северных проектов всегда запрашиваем у заказчика диапазон температур монтажа и эксплуатации.
Или другой случай — вертикальная прокладка. В OEM-спецификации может быть не указано, но если трансформатор заделки будет стоять вертикально, это влияет на конструкцию литьевой формы (чтобы избежать воздушных раковин в критичных зонах) и на технологию заливки. Приходится адаптировать процесс. Иногда это означает просто изменение положения оснастки в литьевой машине, а иногда — доработку системы литников. Без понимания конечного применения такая ?обработка? будет неполной.
Поражение электрической дугой, стойкость к УФ — все это проверяется. Но в OEM часто экономят на полном цикле испытаний, полагаясь на сертификаты базовых материалов. Наша практика показывает, что готовый узел может вести себя иначе. Поэтому мы настаиваем, даже для OEM, на выборочных высоковольтных испытаниях готовых изделий, особенно первой партии. Да, это удорожание и задержка, но это предотвращает куда большие убытки и репутационные потери в случае нареканий с объекта.
Вместо заключения: OEM как диалог, а не контракт
Так что, если резюмировать мой опыт, фраза ?OEM трансформатор заделки кабеля обработка? для меня давно превратилась в синоним глубокого технического диалога. Это не ?сделай по этому чертежу?. Это совместный поиск: как, используя наши материалы и технологии, воспроизвести и, что важно, гарантировать функционал вашего изделия в реальных, а не идеальных условиях.
Успех здесь зависит от того, насколько производитель аксессуаров, вроде ООО Шицзячжуан Хист Электрик, готов вникнуть в физику процесса, а не просто в геометрию детали. И насколько заказчик готов раскрыть не только чертежи, но и условия будущей работы узла. Только тогда ?обработка? становится не механической стадией, а этапом создания надежного продукта. Именно такой подход, а не гонка за низкой ценой за штуку, в итоге экономит время и деньги всем участникам цепи, от завода до конечного эксплуатанта на подстанции.
Поэтому, когда сейчас приходит запрос на OEM, первым делом смотрю не на объем партии, а на глубинность технических требований и открытость инженеров заказчика к обсуждению. Если ее нет — это самый тревожный сигнал. Значит, либо все уже идеально просчитано (редкость), либо нас ждут сюрпризы на этапе приемки или, что хуже, в поле. А сюрпризов в энергетике лучше избегать.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Изолятор опорный 35 кВ
Изолятор опорный 35 кВ -
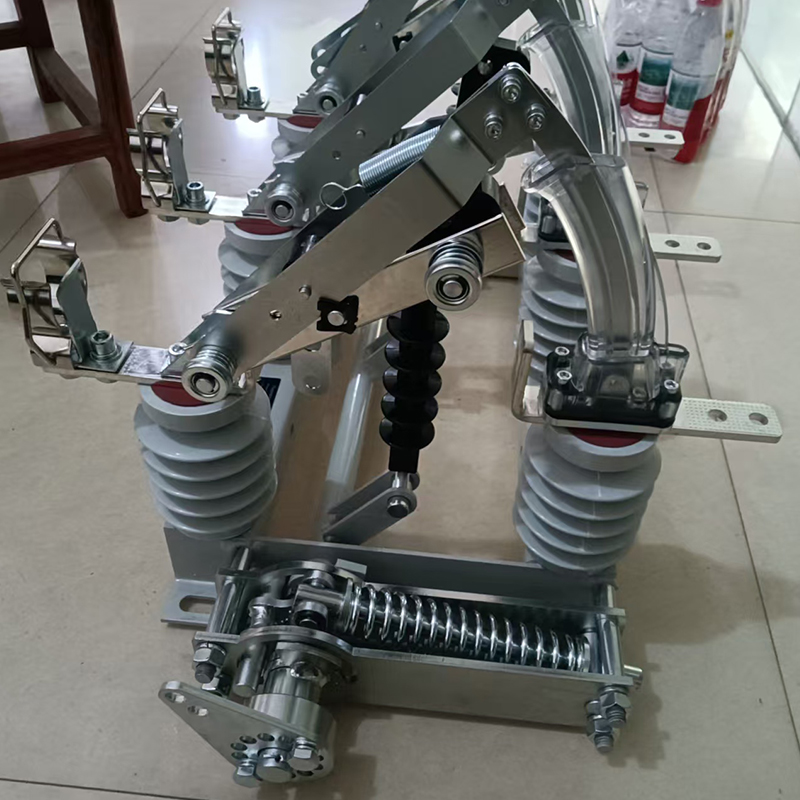
 Предохранитель-(H)RW3-15кВ
Предохранитель-(H)RW3-15кВ -
 Разъединитель-(H)GW4-126кВ(138кВ)
Разъединитель-(H)GW4-126кВ(138кВ) -
 Предохранитель-(H)RW10-15кВ
Предохранитель-(H)RW10-15кВ -
 Предохранитель-(H)RW5-35 кВ
Предохранитель-(H)RW5-35 кВ -
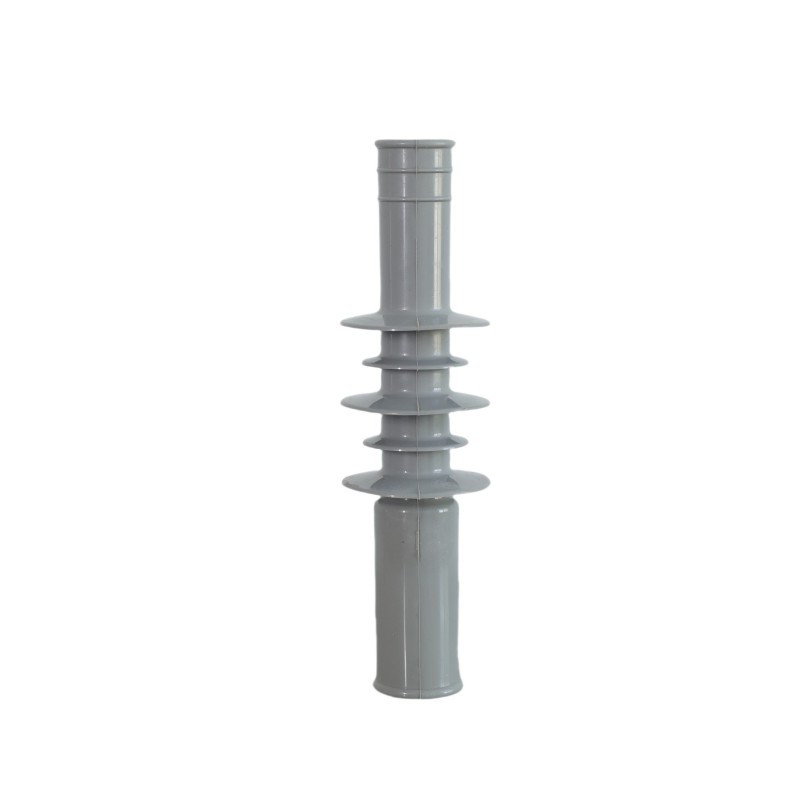
 Муфта концевая термоусаживаемая 33 кВ
Муфта концевая термоусаживаемая 33 кВ -
 Выключатель-GN19-12C
Выключатель-GN19-12C -
 Муфта концевая готовой установки 24 кВ
Муфта концевая готовой установки 24 кВ -
 Разъединители 24 кВ Россия
Разъединители 24 кВ Россия -
 Разъединитель-(H)GW4-40,5кВ
Разъединитель-(H)GW4-40,5кВ -
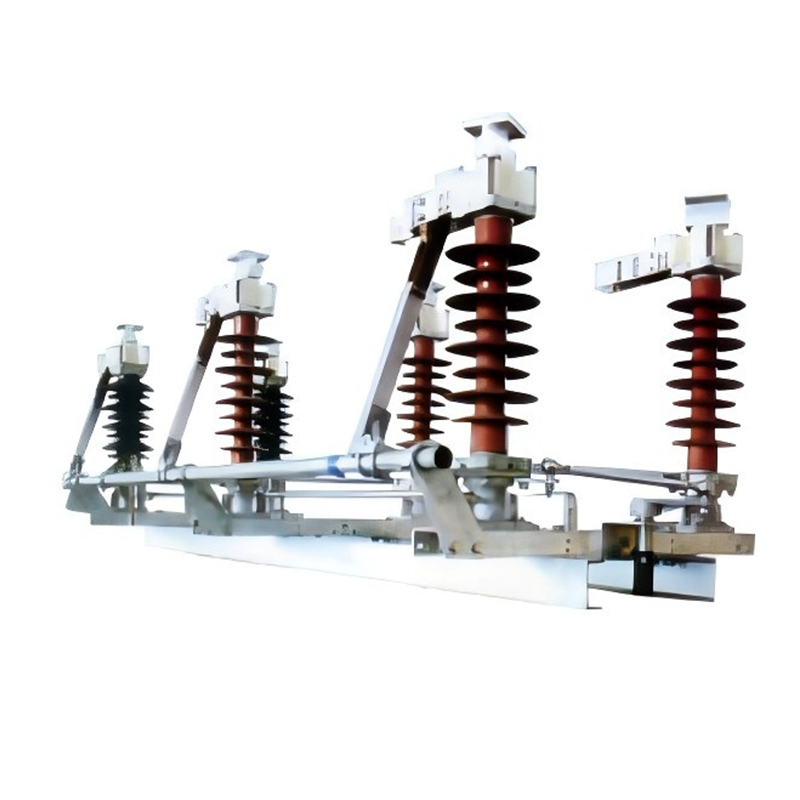
 Разъединитель-(H)GW4-220кВ
Разъединитель-(H)GW4-220кВ -
 Втычное подключение сзади
Втычное подключение сзади
Связанный поиск
Связанный поиск- Цена на комплект для заделки высоковольтных кабелей 11кв
- Комплект оконцевания сн двигателя
- Цена кабельного соединения ответвления
- Цены на кабельные заделки pilc цены на кабели со свинцовой бумажной изоляцией
- Соединители для оконцевания кабеля в китае
- 5 различных типов электрических заделок в китае
- Дешевые изоляторы стоек
- Установки для различных типов электрических терминалов
- Дешевые комплекты для оконцевания
- Ведущий покупатель комплектов для монтажа высоковольтных кабельных заделок



