

Oem типы электрических соединений и заделок
Когда говорят про OEM типы электрических соединений и заделок, многие сразу представляют каталоги с картинками и стандартные спецификации. Но в реальной работе, особенно при адаптации решений под конкретного заказчика, всё упирается в детали, которые в этих каталогах не напишут. Частая ошибка — считать, что если соединение механически подходит, то оно и будет работать. На деле, разница в материалах уплотнений, допустимом радиусе изгиба кабеля под заделкой или даже в способе нанесения контактной смазки может привести к отказу через полгода в полевых условиях. Вот об этих нюансах, которые приходится выяснять на практике, и хочется сказать.
Базовые типы и скрытые подводные камни
Возьмем, к примеру, обычные компрессионные соединители для алюминиевых шин. Вроде бы всё просто: обжал по инструкции — и готово. Но если OEM-партнер требует использовать конкретный гидравлический инструмент с определенным профилем матрицы, а на объекте его нет, и монтажники пытаются адаптировать что-то похожее, получается нестыковка. Сила обжатия вроде бы выдерживается, но распределение давления по контактной поверхности получается неравномерным. Со временем это ведет к локальному перегреву. Я видел такие случаи на подстанциях, где заказчик сэкономил на поставке полного комплекта оснастки от производителя, а потом разбирался с последствиями.
Или другой момент — изолированные шинные наконечники под болтовое соединение. Казалось бы, бери любой с подходящим сечением. Однако если изоляция выполнена из материала, не стойкого к маслу или определенным агрессивным средам, которые есть на заводе у заказчика, то через несколько месяцев изоляция начинает дубеть, трескаться. Это не всегда очевидно из технических данных, приходится запрашивать дополнительные испытания или полагаться на опыт. Компания ООО Шицзячжуан Хист Электрик, с которой мы иногда пересекаемся по проектам, как раз делает акцент на тестировании аксессуаров в различных условиях, что для OEM-поставок критически важно.
Еще один тонкий момент — это маркировка. В OEM-поставках часто требуется особая, стойкая к истиранию и химии маркировка на самой заделке. Не все производители могут это обеспечить качественно. Бывало, получали партию, где маркировка стиралась пальцем после монтажа. Приходилось искать решения, вплоть до нанесения дополнительных бирок, что увеличивало трудозатраты.
Адаптация под условия монтажа и эксплуатации
Здесь история часто упирается в климатику и доступность квалифицированных рук. Допустим, поставляем комплекты для заделки кабеля среднего напряжения. В спецификации всё красиво: термоусаживаемые трубки, стяжки, герметик. Но если монтаж будет вестись при минус 15, а на складе заказчика нет тепляков, то качество усадки резко падает. Приходится либо менять тип материала на холодноусаживаемый, что меняет всю конструкцию узла, либо прописывать в требованиях к монтажу обязательный прогрев. Это типичная задача для OEM-разработки — не просто продать деталь, а продумать, как её установят в полевых условиях.
На сайте histe.ru в описании компании как раз упоминается предоставление комплексных решений для сложных условий. Это не просто слова. В одном из проектов для горнодобывающего предприятия стояла задача обеспечить соединения в зоне с высокой вибрацией. Стандартные решения с одним болтовым зажимом не подходили — происходило самоотвинчивание. В итоге, после нескольких проб, остановились на комбинированном варианте: обжим плюс дополнительная фиксация стопорной шайбой специальной формы. Это как раз тот случай, когда готовый каталогный продукт пришлось дорабатывать.
Важный аспект — ремонтопригодность. Иногда в погоне за компактностью и герметичностью создают неразборные узлы соединения. Это хорошо для надежности, но если на объекте случается повреждение, то менять приходится весь узел, а это время и деньги. В OEM-заданиях теперь всё чаще просят закладывать возможность локального ремонта, даже в ущерб некоторой степени защиты. Это интересный тренд.
Материалы: между стоимостью и долговечностью
Выбор материала для корпуса соединителя или изоляции — это всегда компромисс. Литой алюминий против штампованной стали, силиконовая резина против EPDM. Для OEM-поставщика давление со стороны заказчика на снижение цены может привести к предложению более дешевого материала. Задача инженера — четко аргументировать, где это допустимо, а где нет. Например, для статических соединений внутри шкафа можно сэкономить. А для соединений на открытом воздухе, подверженных УФ-излучению и перепадам температур, замена материала уплотнителя на менее стойкий — это прямой путь к гарантийным случаям.
У ООО Шицзячжуан Хист Электрик в портфеле есть десятки патентов, в том числе и касающихся материалов. Это говорит о том, что они эту тему прорабатывают глубоко. На практике это означает, что при запросе на OEM-продукт они могут предоставить не просто выбор из каталога, а данные по старению материала в определенных условиях, что бесценно для ответственных проектов.
Личный опыт: как-то участвовал в приемке партии кабельных наконечников. Внешне — идеально. Но при испытании на стойкость к растяжению после циклического нагрева часть образцов показала результат на грани допуска. Оказалось, партия меди имела немного другое содержание легирующих элементов. Это не было нарушением по стандарту, но для нашего конкретного применения, где были высокие динамические нагрузки, это создавало риск. Пришлось вести переговоры о замене материала на более подходящий, хотя формально претензию предъявить было сложно. Вот почему понимание металлургии для инженера по соединениям тоже важно.
Взаимодействие с OEM-заказчиком: больше чем просто чертеж
Идеальная ситуация — когда заказчик присылает не просто чертеж с размерами, а полноценное техническое задание с описанием условий эксплуатации, ожидаемым сроком службы, стандартами испытаний. Но так бывает редко. Чаще приходит эскиз и вопрос: ?Можете сделать так же, но дешевле??. Здесь начинается настоящая работа. Нужно задавать уточняющие вопросы: какая окружающая среда? Есть ли химические пары? Каков диапазон рабочих температур? Будет ли вибрация? Без этих данных любая разработка OEM типов электрических соединений и заделок — это стрельба вслепую.
Полезно, когда производитель, такой как Хист Электрик, обладает собственной сильной технической экспертизой. Они могут не просто изготовить по чертежу, а предложить инженерный анализ: ?А вот здесь, по нашему опыту, лучше изменить радиус, чтобы снизить механическое напряжение?. Это превращает отношения из ?исполнитель-заказчик? в партнерские. На их сайте указано про техническую поддержку для разных регионов и сложных условий — это как раз про такое взаимодействие.
Неудачный опыт тоже был. Один раз согласовали и изготовили партию специальных переходных пластин для шинного соединения. Заказчик принял образцы, всё хорошо. А когда пришла основная партия, оказалось, что на их стороне изменили тип покрытия соседних штатных деталей, и возникла гальваническая пара, ускоряющая коррозию. Проблему решили, но с тех пор в анкету для заказа всегда включаем пункт о совместимости материалов в конечном узле.
Контроль качества и приемка: формальность или необходимость
Для OEM-продукции контроль на выходе с завода — это святое. Но часто упускают контроль входящих компонентов. Если вы заказываете сборный соединитель, а поставщик, например, покупает болты на стороне, то их качество тоже нужно проверять. Прочность на растяжение, класс прочности — всё должно соответствовать. Мы как-то попались на этом: болты в партии были с несоответствующей маркировкой, и при затяжке требуемым моментом несколько штук просто срезало. Хорошо, что обнаружили на этапе предмонтажной подготовки, а не на объекте.
Еще один ключевой момент — это traceability, прослеживаемость. Для ответственных соединений важно, чтобы от каждой партии можно было отследить, из какой партии сырья она сделана, на каком оборудовании. Это не бюрократия, а необходимость для быстрого реагирования в случае возникновения проблем. Крупные производители, имеющие опыт работы с международными стандартами, такие как упомянутая компания, обычно выстроили эти процессы.
В итоге, что самое главное в теме OEM типов электрических соединений и заделок? Это понимание, что ты продаешь не железку, а надежность и безотказность работы электросистемы заказчика на годы вперед. Каждая деталь, каждый материал, каждый этап контроля — это кирпичик в этой надежности. И когда видишь свои соединения, работающие без проблем на сложном объекте спустя пять лет, понимаешь, что все эти уточнения, споры по чертежам и дополнительные испытания были не зря. Это, пожалуй, и есть главный профессиональный итог.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Втычное подключение спереди
Втычное подключение спереди -
 Изолятор траверсный 35 кВ
Изолятор траверсный 35 кВ -
 Изолятор опорный 66 кВ
Изолятор опорный 66 кВ -
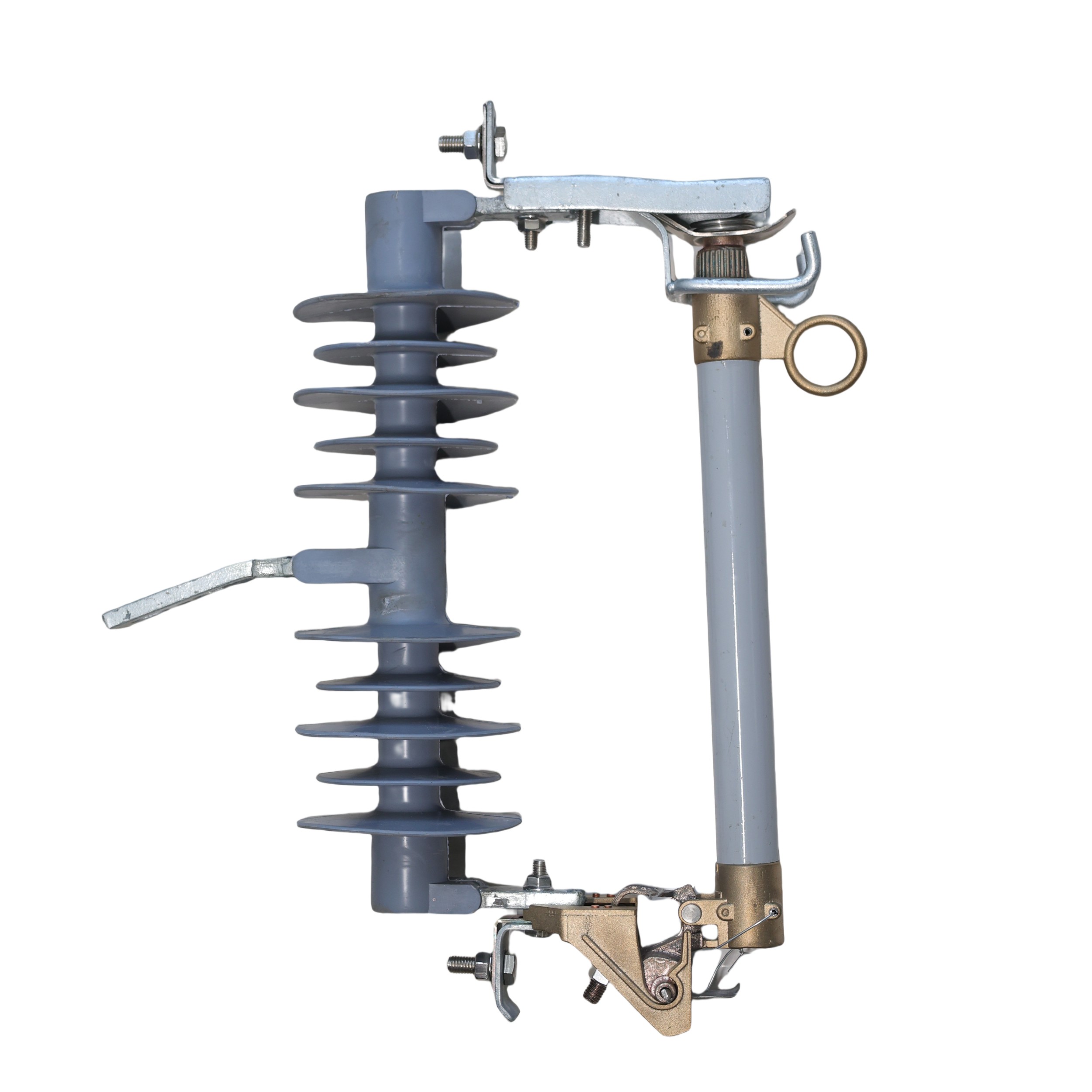
 Предохранитель-(H)RW9-15кВ
Предохранитель-(H)RW9-15кВ -
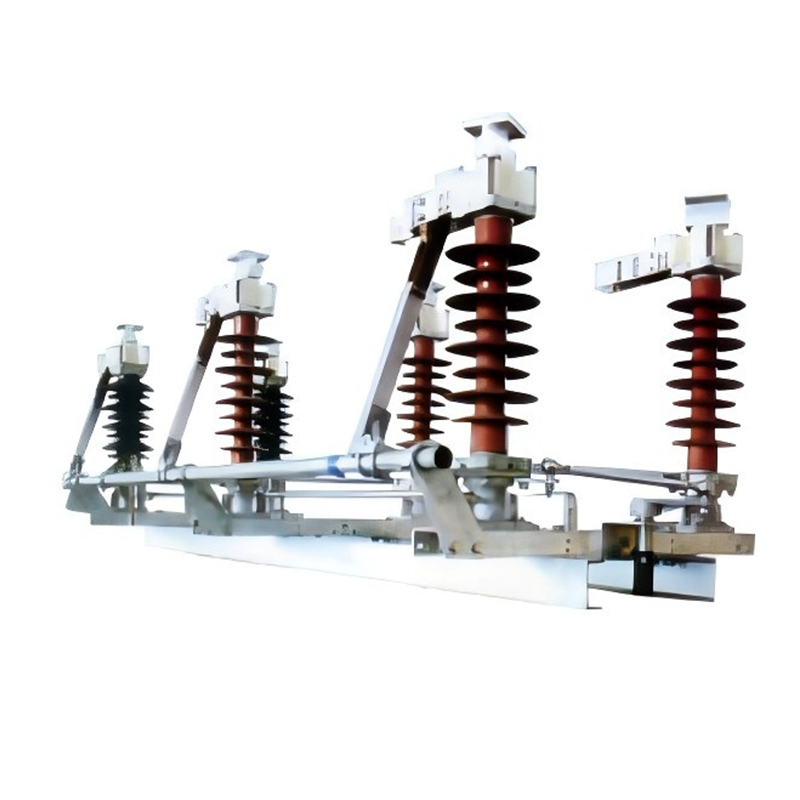 Разъединитель-(H)GW4-40,5кВ
Разъединитель-(H)GW4-40,5кВ -
 Муфта концевая холодноусаживаемая 10 кВ
Муфта концевая холодноусаживаемая 10 кВ -
 Муфта концевая холодноусаживаемая 66 кВ
Муфта концевая холодноусаживаемая 66 кВ -
 Предохранитель (H)RW12-24кВ
Предохранитель (H)RW12-24кВ -
 Муфта срединная холодноусаживаемая 66 кВ
Муфта срединная холодноусаживаемая 66 кВ -
 Муфта концевая термоусаживаемая 10 кВ
Муфта концевая термоусаживаемая 10 кВ -
 Разъемный выключатель-GW13
Разъемный выключатель-GW13 -
 Молниеотвод 66 кВ
Молниеотвод 66 кВ
Связанный поиск
Связанный поиск- Вн обработка заделки кабеля в китае
- Oem кабельный разъем типа горшок кабельный разъем типа горшок
- Поставщики работ по заделке кабелей распределительных щитов
- Оконцевание mi кабеля
- Китайский комплект для сращивания кабелей 33 кв
- Комплекты для оконцевания с прокалыванием изоляции в китае
- Дешевые варисторные ограничители перенапряжения
- Прокладка и оконцевание кабеля в китае
- Сплайсы для заделки кабеля oem
- Поставщики комплектов для заделки кабеля вн



