

Oem типы обработки кабельных заделок
Когда слышишь про ?OEM типы обработки кабельных заделок?, первое, что приходит в голову — это просто контрактное производство по чужим чертежам. Но на практике всё сложнее. Многие, особенно те, кто только начинает работать с поставщиками из Азии, думают, что достаточно передать спецификацию и ждать готовых изделий. Это главная ошибка. Потому что сам процесс обработки, выбор материалов, допуски — всё это ложится на производителя, и если у него нет глубокого понимания электротехнической части, на выходе получится просто кусок пластика с металлом, а не рабочая кабельная арматура. Вот об этом и хочу порассуждать, исходя из того, что видел на разных производствах, в том числе и при работе с китайскими партнёрами, такими как ООО Шицзячжуан Хист Электрик.
Что скрывается за термином ?OEM обработка? в нашей отрасли
Начну с базового. OEM — это не просто ?сделай как я сказал?. Особенно когда речь идёт о кабельных заделках для среднего и высокого напряжения. Тут важен не только конечный продукт, но и весь технологический цикл: литьё изоляции, обработка металлических контактов, сборка. Часто заказчик присылает общие требования по стандартам (скажем, ГОСТ или МЭК), но как именно их достичь — задача производителя. И вот здесь начинается самое интересное.
Возьмём, к примеру, термоусадку. Можно купить дешёвую термоусаживаемую трубку и формовать её на обычном оборудовании. А можно, как это делает Хист Электрик, разрабатывать собственные составы полимеров с определёнными диэлектрическими и адгезионными свойствами. Разница в эксплуатации будет колоссальной: в первом случае через пару лет циклов нагрева-охлаждения изоляция потрескается, во втором — прослужит десятилетия. Поэтому для меня OEM — это всегда вопрос доверия к технологической экспертизе завода. Их 7 докторантов и аспирантов в штате — это не для галочки, а именно для решения таких задач: как оптимизировать состав смеси под конкретный климатический пояс или тип кабеля.
Был у меня опыт, когда мы заказывали партию концевых муфт 10 кВ для проекта в Сибири. В спецификации было просто ?морозостойкость до -60°C?. Поставщик, не особо вникая, сделал по стандартной рецептуре. В итоге при монтаже в -40 полимер стал хрупким, и несколько заделок дали течь после первого же сезона. Пришлось срочно искать другого производителя, который реально разбирается в материалах. Вот тогда и наткнулся на информацию про ООО Шицзячжуан Хист Электрик и их патенты в области кабельных аксессуаров. Решили попробовать, и именно их инженеры предложили изменить тип обработки поверхности металлического проводника и использовать другую, более эластичную композицию для литья корпуса. Результат оказался стабильным.
Ключевые типы обработки: на что смотреть при выборе OEM-партнёра
Если структурировать, то основные типы обработки, которые критичны для кабельных заделок, можно разделить на три большие группы: механическая обработка металлических частей, подготовка и нанесение изоляционных материалов, и финишная сборка с контролем. Расскажу про каждую с точки зрения практики.
Механическая обработка — это токарка, фрезеровка, нанесение покрытий на контакты и экраны. Казалось бы, всё просто. Но нюанс в точности. Для муфт на 35 кВ и выше даже микронные отклонения в форме контактного пальца могут привести к локальному перегреву. Хороший OEM-производитель не просто имеет ЧПУ-станки, а выстраивает систему контроля каждой партии заготовок. На том же Hist Electric, судя по их открытым материалам, этому уделяют серьёзное внимание, что логично при их заявленной специализации на комплексных решениях для сложных условий.
Вторая группа — изоляция. Сюда входит и литьё эпоксидных смол, и экструзия термопластов, и работа с термоусаживаемыми материалами. Тут важно не столько оборудование, сколько понимание физики процесса. Например, при литье важно избежать кавитации и непроплавов, которые становятся точками пробоя. Некоторые производители экономят на вакуумных камерах для дегазации смеси — и это сразу красный флаг. Я всегда спрашиваю про такие детали при аудите потенциального партнёра.
И третье — сборка и испытания. Можно идеально обработать все детали, но если сборка ведётся в пыльном цехе без контроля момента затяжки болтов, продукция будет бракованной. Финишные испытания на частичный разряд и герметичность — это must-have. Из описания Хист Электрик видно, что они позиционируют себя как поставщика технической поддержки, а это подразумевает, что они не просто продают муфту, а могут проконсультировать по монтажу и предоставить протоколы испытаний для конкретной партии. Это ценно.
Распространённые ошибки и как их избежать
Самая частая ошибка при заказе OEM — это экономия на инжиниринге. Заказчик думает: ?Зачем платить за разработку, если есть готовая спецификация??. Но спецификация — это теория. А на практике возникает сотня вопросов: какой именно кабель будет использоваться (даже в рамках одного стандарта марки могут отличаться), каковы условия монтажа (стеснённые условия, влажность), какие инструменты будут у монтажников. Без плотного диалога с технологами производителя результат непредсказуем.
Вспоминается случай с одним нашим подрядчиком. Они заказали партию проходных изоляторов для КРУЭ по старым чертежам, не учтя, что кабель теперь с другим диаметром экрана. Производитель, недолго думая, сделал как по документации. В итоге посадочное место не подошло, пришлось на месте ?дорабатывать напильником?, что, естественно, нарушило герметичность. Потеряли время и деньги. Если бы с самого начала был выбран производитель с глубокой экспертизой, который предлагает комплексные строительные решения, как заявлено на histe.ru, их инженеры наверняка бы запросили полные данные по кабелю и предложили адаптированный дизайн.
Ещё один момент — это слепая вера в сертификаты. Да, наличие сертификатов ГОСТ Р или МЭК важно. Но сертификат часто получают на опытно-промышленную партию, сделанную в идеальных условиях. А в потоковом OEM-производстве качество может ?плыть?. Поэтому важно иметь возможность выборочного контроля на стороне заказчика или договориться о регулярных аудитах производства. Крупные производители с историей, как компания, основанная в 2004 году, обычно более открыты к такому сотрудничеству, так как дорожат репутацией.
Роль материалов и патентованных технологий
Качество кабельных заделок на 70% определяется материалами. И здесь OEM-производитель должен быть не просто сборщиком, а в какой-то степени химиком-технологом. Речь идёт о подборе правильных полимерных композиций, адгезивов, смазок для монтажа.
Например, для холодноусаживаемых муфт критически важен состав силикона или EPDM-резины. Материал должен не только обеспечивать равномерную усадку, но и сохранять эластичность долгие годы, противостоять ультрафиолету и озону. Когда видишь в описании компании, как у ООО Шицзячжуан Хист Электрик, что у них есть десятки патентов на продукцию, это косвенно говорит о том, что они ведут НИОКР и не используют исключительно сырьё сторонних поставщиков, а что-то разрабатывают сами. Это хороший знак.
С металлическими компонентами та же история. Покрытие (олово, серебро, никель) должно наноситься не для красоты, а для обеспечения стабильного переходного сопротивления. Дешёвая гальваника со временем отслаивается. Нужно понимать, контролирует ли завод толщину покрытия и его адгезию. В своих проектах мы теперь всегда запрашиваем отчёт по металлографии для критичных деталей, если объём поставки крупный.
Интеграция OEM-продукции в реальные проекты: взгляд монтажника
Всё, что делается на заводе, в итоге упирается в работу монтажников в поле. И здесь проявляются все достоинства и недостатки обработки. Хорошая OEM-заделка должна быть не только надёжной, но и удобной в установке. Это значит: понятная маркировка, наличие монтажного инструмента в комплекте (или чёткие рекомендации), предварительная нарезка и фасовка материалов.
Работал с продукцией разных заводов. Есть те, где термоусаживаемые трубки поставляются без индикатора полной усадки, или адгезивный слой нанесён неравномерно. Монтажник тратит лишнее время, нервничает, может недогреть или перегреть соединение. А есть комплекты, где всё продумано до мелочей: и направляющие метки, и клей уже нанесён в нужном количестве внутри муфты. Это говорит о том, что производитель не просто штампует детали, а действительно имеет обратную связь с полевыми командами. Способность предоставлять техническую поддержку для клиентов в разных регионах, как указано в профиле Хист, — это как раз про такое понимание полевых условий.
Итог прост: выбирая партнёра для OEM-производства кабельных заделок, нужно смотреть не на красивый каталог, а на технологическую глубину, открытость к диалогу и готовность разделить ответственность за конечный результат. Это тот случай, когда скупой платит дважды, а то и трижды, учитывая стоимость возможных аварийных простоев. Поэтому такие детали, как собственный исследовательский штат и патентный портфель, для меня стали одними из ключевых критериев при оценке.
Соответствующая продукция
Соответствующая продукция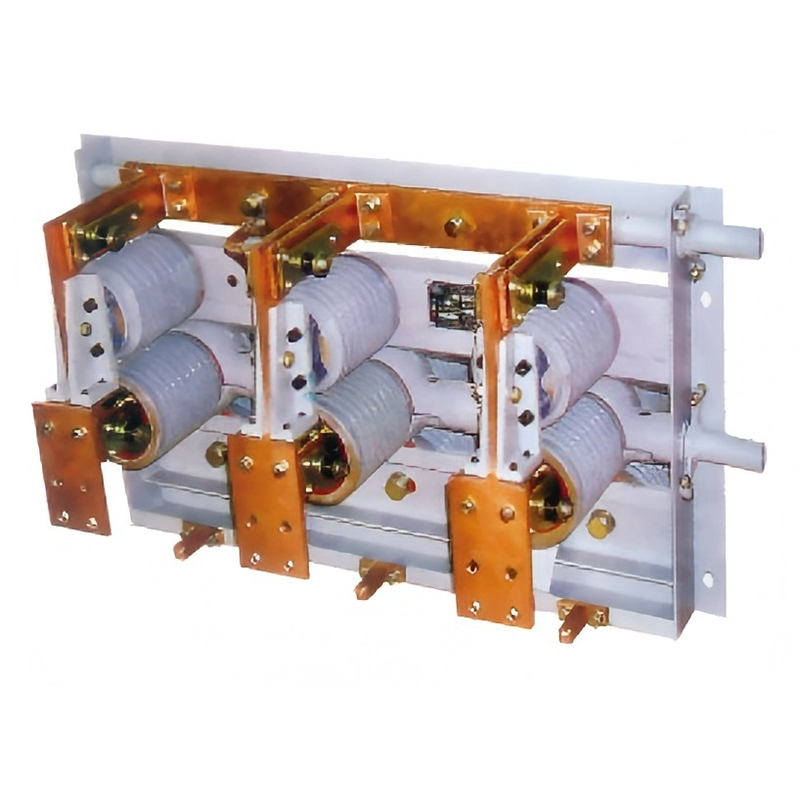





Самые продаваемые продукты
Самые продаваемые продукты-
 Муфта концевая холодноусаживаемая 66 кВ
Муфта концевая холодноусаживаемая 66 кВ -
 Предохранитель-(H)RW7-15кВ
Предохранитель-(H)RW7-15кВ -
 Разъемный выключатель-GN30-12D
Разъемный выключатель-GN30-12D -
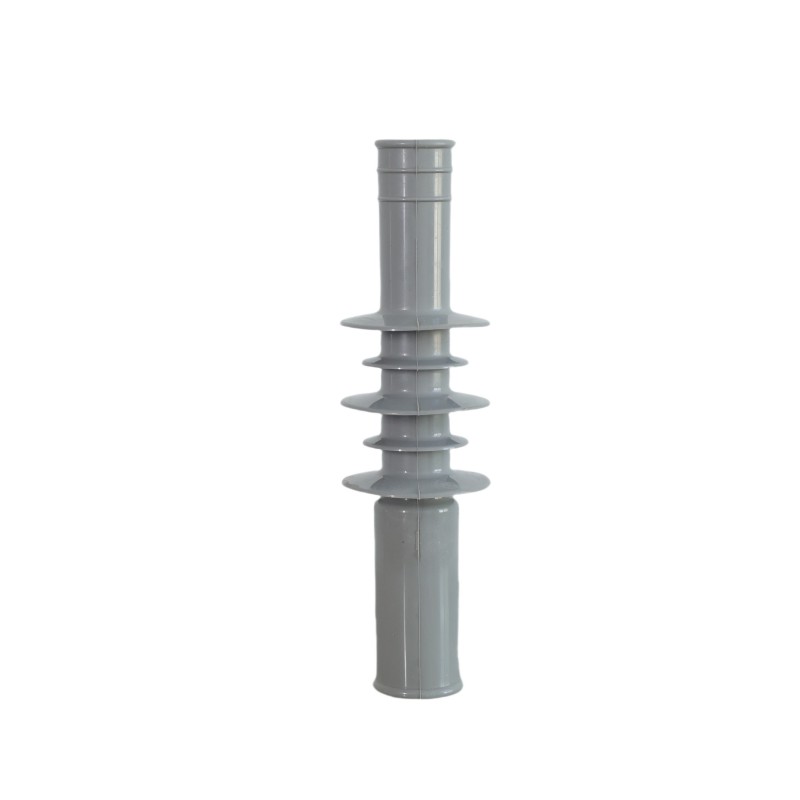
 Изолятор подвесной 220 кВ
Изолятор подвесной 220 кВ -
 Муфта концевая готовой установки 10 кВ
Муфта концевая готовой установки 10 кВ -
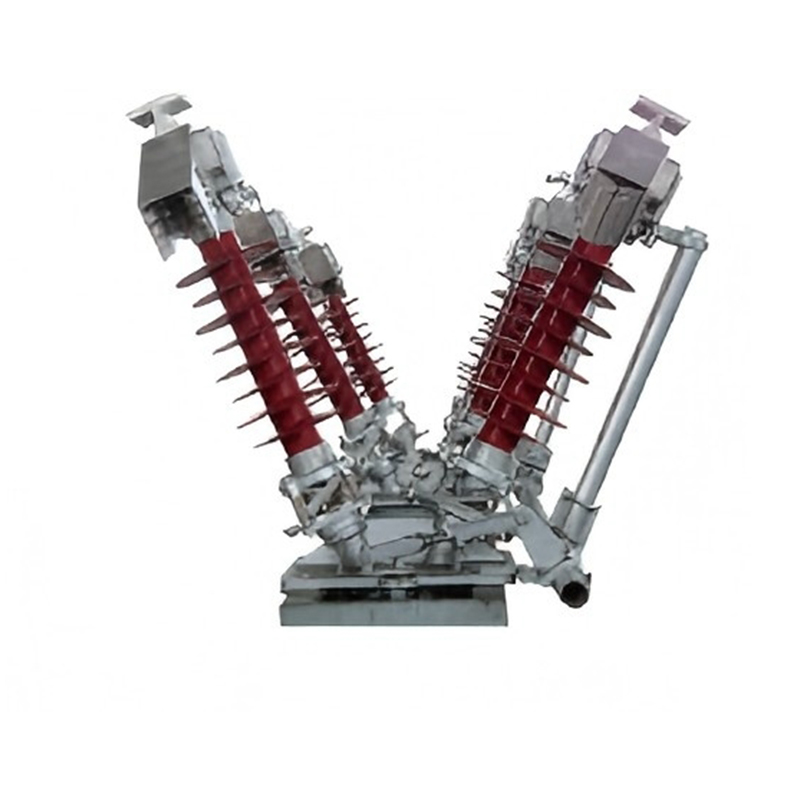
 Изолятор с 1/2 ушком 33 кВ
Изолятор с 1/2 ушком 33 кВ -
 Молниеотвод 110 кВ
Молниеотвод 110 кВ -
 Муфта концевая холодноусаживаемая 110 кВ
Муфта концевая холодноусаживаемая 110 кВ -
 Муфта концевая холодноусаживаемая 24 кВ
Муфта концевая холодноусаживаемая 24 кВ -
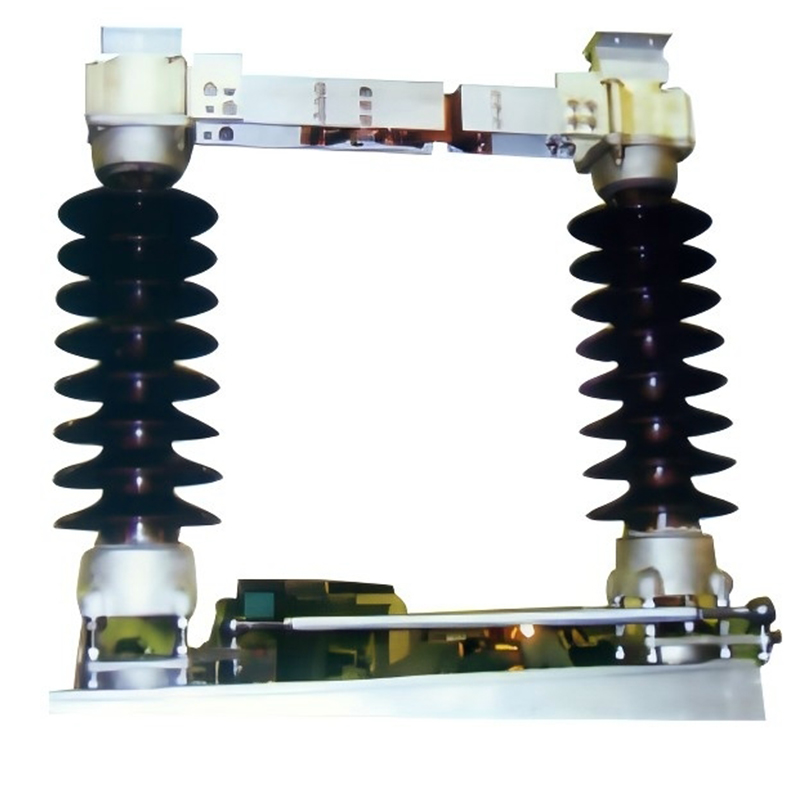
 Изолятор опорный 35 кВ
Изолятор опорный 35 кВ -
 Муфта соединительная ЭПДМ 20 кВ
Муфта соединительная ЭПДМ 20 кВ -
 Втычное подключение спереди
Втычное подключение спереди
Связанный поиск
Связанный поиск- Установки для оконцевания моторных кабелей
- Ведущий покупатель комплектов для заделки кабеля 35 кв
- Комплект для заделки кабеля oem11kv
- Ведущая страна-покупатель заделок для кабеля 33 кв
- Ведущий покупатель заделок для моторных кабелей
- Ведущий покупатель комплектов для монтажа в термоусадке
- Китайский комплект для заделки кабеля 132 кв
- Производители термоусаживаемых кабельных вводов холодный монтаж
- Плавкая вставка предохранителя
- Поставщики кабельных соединений ответвлений



