

Oem типы обработки заделки кабеля среднего напряжения
Когда слышишь про ?OEM типы обработки заделки кабеля среднего напряжения?, многие сразу думают о стандартных каталогах и готовых решениях. Но в реальности, особенно при работе с разными производителями комплектующих, всё упирается в детали исполнения и адаптацию под конкретные условия монтажа. Частая ошибка — считать, что если компоненты сертифицированы, то и сборка будет идеальной. На деле же, именно нюансы обработки — подготовка изоляции, нанесение полупроводящих слоёв, контроль усадки — определяют, проработает ли заделка заявленные 30 лет или даст течь через пять.
Основные типы обработки и где кроются подводные камни
Если брать классику, то тут обычно идёт разделение на термоусаживаемые и холодноусаживаемые комплекты. С термоусадкой, казалось бы, всё просто: нагрел строительным феном, материал сел — готово. Но вот именно в этом ?нагрел? и сидит дьявол. Температура, равномерность прогрева, последовательность операций — малейшее отклонение, и получаешь или неполную усадку с воздушными карманами, или перегрев с деградацией материала. Видел не раз, как на объектах пытаются ускориться, используя пропановые горелки, — итог предсказуем: локальные пережоги и будущая точка пробоя.
Холодная усадка многим кажется более надёжной — растянул, установил, она сама обжалась. Но и тут свои нюансы. Во-первых, критична чистота поверхности кабеля и самого эластомера. Пыль, влага, консервационная смазка — всё это остаётся под трубкой, создавая путь для частичных разрядов. Во-вторых, при низких температурах монтажа (а у нас ведь не только в машинных залах работают) эластомер дубеет, и усадка может быть неполной. Приходилось сталкиваться с ситуациями, когда монтажники жаловались на ?недоусадку? в мороз, а причина была в том, что комплекты хранились в неотапливаемом помещении и их просто не отогрели перед установкой.
Есть ещё один тип, который реже вспоминают в контексте OEM, — это литая заделка эпоксидными компаундами. Технология старая, но в некоторых специфических условиях, например, для кабелей с пропитанной бумажной изоляцией или в условиях постоянной вибрации, она бывает незаменима. Основная сложность — подготовка формы и точное дозирование компонентов. Неправильное соотношение смолы и отвердителя ведёт либо к вечно липкому составу, либо к хрупкому, трескающемуся блоку. Сам участвовал в устранении последствий, когда при заливке не учли экзотермическую реакцию большого объёма компаунда — перегрев привёл к растрескиванию и полному выходу узла из строя.
Адаптация под производителя: опыт с компонентами от Хист Электрик
В контексте OEM особенно интересен опыт работы с конкретными производителями, которые предлагают не просто детали, а технологию. Вот, например, когда мы начинали сотрудничать с ООО Шицзячжуан Хист Электрик, обратили внимание на их подход к кабельным аксессуарам. На их сайте histe.ru указано, что компания основана в 2004 году и обладает собственными патентами и экспертизой. Это не просто слова. В их комплектах для среднего напряжения часто встречаются нюансы, которые говорят о практическом опыте: например, состав внутреннего проводящего слоя на термоусаживаемых трубках подобран так, что он хорошо нивелирует мелкие неровности на полупроводящем слое кабеля, что снижает риск концентрации напряжений.
Работая с их продукцией, пришлось пересмотреть некоторые свои привычки. К примеру, в их инструкциях к термоусаживаемым концевым заделкам особый акцент делается на подготовке края экрана — не просто зачистка, а формирование плавного скоса с помощью специального шаблона, который идёт в комплекте. Сначала казалось излишним, но после проведения испытаний на частичные разряды стало ясно, что именно этот скос позволяет добиться плавного градиента поля и снизить уровень разрядов на 20-30% по сравнению с обычным ровным срезом. Это как раз тот случай, когда производитель, являясь профессиональным производителем кабельных аксессуаров, вкладывает в продукт знание физики процесса.
Ещё один момент — их решение для холодной усадки на кабелях с нестандартными диаметрами. Вместо того чтобы предлагать универсальный комплект, они поставляют набор калиброванных эластомерных трубок разной толщины, которые можно комбинировать. На первый взгляд, это усложняет монтаж. Но на практике, особенно при ремонте старого кабеля, где диаметр может ?гулять? из-за деформаций, такая система оказалась спасением. Помню случай на подстанции, где пришлось делать заделку на кабеле с локальной выпуклостью. Стандартный комплект бы не сел, а их набор позволил подобрать комбинацию, обеспечивающую равномерное обжатие по всей длине.
Полевые проблемы и импровизированные решения
Никакая, даже самая продуманная OEM-обработка, не спасает от реалий стройплощадки. Одна из частых проблем — несоответствие условий хранения комплектующих. Привезли, скажем, термоусаживаемые муфты, а они пролежали месяц на солнце в незакрытом контейнере. УФ-излучение делает материал более жёстким, и при усадке он может пойти ?волнами? или не достичь нужного коэффициента усадки. Приходилось отказываться от партии, хотя по паспорту всё было в порядке. Это к вопросу о логистике и контроле на объекте.
Другая история — взаимодействие разных материалов. Бывает, что кабель от одного производителя, а комплект заделки — от другого, например, от Хист Электрик. И вот тут важно, чтобы их полупроводящие и изоляционные материалы были совместимы по коэффициенту теплового расширения. Был инцидент, когда после нескольких циклов нагрузки в месте контакта заводской полупроводящей ленты кабеля и внутреннего слоя термоусадки образовалась микротрещина. Диагностика показала, что материалы ?работали? с разной скоростью расширения. После этого мы всегда стали запрашивать у поставщиков, в том числе и у Хист, данные по термомеханическим характеристикам для критичных проектов.
Иногда выручает нестандартное применение инструмента. Например, для контроля равномерности усадки термотрубки на сложном профиле (где есть и кабель, и контактный стержень разного диаметра) мы иногда используем не визуальный осмотр, а простой инфракрасный пирометр. После прогрева быстро сканируешь поверхность — если есть участки с температурой, сильно отличающейся от соседних, значит, усадка там прошла плохо, и нужно локально догревать. Это не по инструкции, но на практике предотвратило не одну потенциальную проблему.
Техническая поддержка и комплексные решения
Ценность производителя в сегменте OEM определяется не только качеством ?железа?, но и готовностью решать нестандартные задачи. В описании ООО Шицзячжуан Хист Электрик как раз подчёркивается способность предоставлять комплексные строительные решения и техническую поддержку в сложных условиях. С этим столкнулись, когда проектировали ввод в здание, где кабельная трасса проходила через зону с высокой вибрацией от работающего оборудования. Стандартные концевые заделки не подходили.
После обращения к их инженерам, которые, к слову, входят в те самые 7 докторантов и аспирантов, упомянутых в описании компании, было предложено решение с дополнительным механическим армированием узла заделки. Они не просто отправили другой комплект, а предоставили расчёты на усталостную прочность и чертёж дополнительной бандажной конструкции, которую можно было изготовить на месте. Это и есть та самая сильная техническая сила в области электротехники, которая превращает поставщика компонентов в партнёра по проекту.
Ещё один аспект — обучение. Лучшая инструкция не заменит живого показа. Хорошо, когда производитель, как Хист, проводит или организует практические семинары по монтажу именно своих изделий. На одном из таких семинаров я узнал тонкость по работе с контактной пастой для холодноусаживаемых заделок. Оказывается, её нужно наносить не только на проводник, но и тонким слоем на внутреннюю поверхность эластомера в месте будущего контакта — это улучшает отвод тепла и снижает переходное сопротивление. Мелочь, но именно из таких мелочей складывается надёжность.
Возвращаясь к сути: что же такое OEM-обработка на практике?
Так что же в итоге? OEM типы обработки заделки кабеля среднего напряжения — это не про выбор из каталога ?тип А? или ?тип Б?. Это, скорее, процесс глубокой адаптации стандартизированных компонентов и методик под конкретную пару ?кабель-условия эксплуатации?. Это диалог с производителем, где ты должен чётко сформулировать не только параметры кабеля, но и среду, режимы работы, возможные риски.
Исходя из опыта, успех на 70% зависит от правильной подготовки и понимания физики процессов, и только на 30% — от качества самого комплекта. Можно иметь отличные компоненты от проверенного поставщика вроде Хист Электрик, но испортить всё на этапе зачистки или прогрева. И наоборот, имея скромный по характеристикам комплект, но выполнив все операции с ювелирной точностью и учётом всех нюансов, получить великолепный результат.
Поэтому мой главный вывод, который, наверное, и является ответом на изначальный вопрос: ключевое в OEM-обработке — это не сами типы, а гибкость их применения и глубина технического диалога между монтажником, проектировщиком и производителем аксессуаров. Когда этот диалог есть, а производитель, как упомянутая компания, способен предоставить техническую поддержку для кабельных аксессуаров клиентам в разных регионах и типах в различных сложных строительных условиях, тогда и появляется та самая надежность, которую мы все ищем в системах среднего напряжения. Всё остальное — просто инструменты для её достижения.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Разъемный выключатель-GW13
Разъемный выключатель-GW13 -
 Муфта срединная холодноусаживаемая 110 кВ
Муфта срединная холодноусаживаемая 110 кВ -
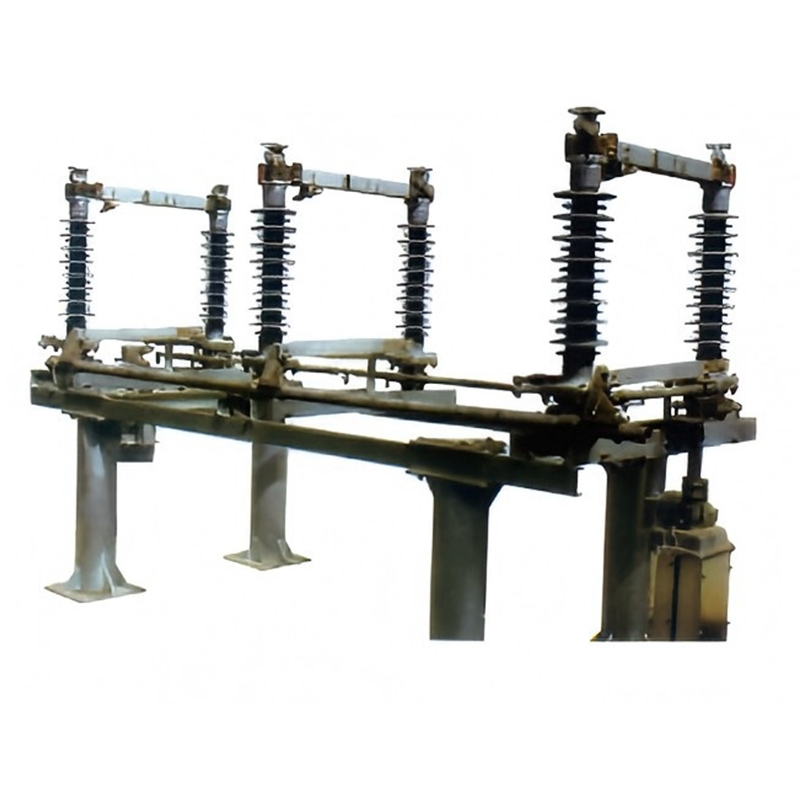
 Разъединитель-(H)GW4-220кВ
Разъединитель-(H)GW4-220кВ -
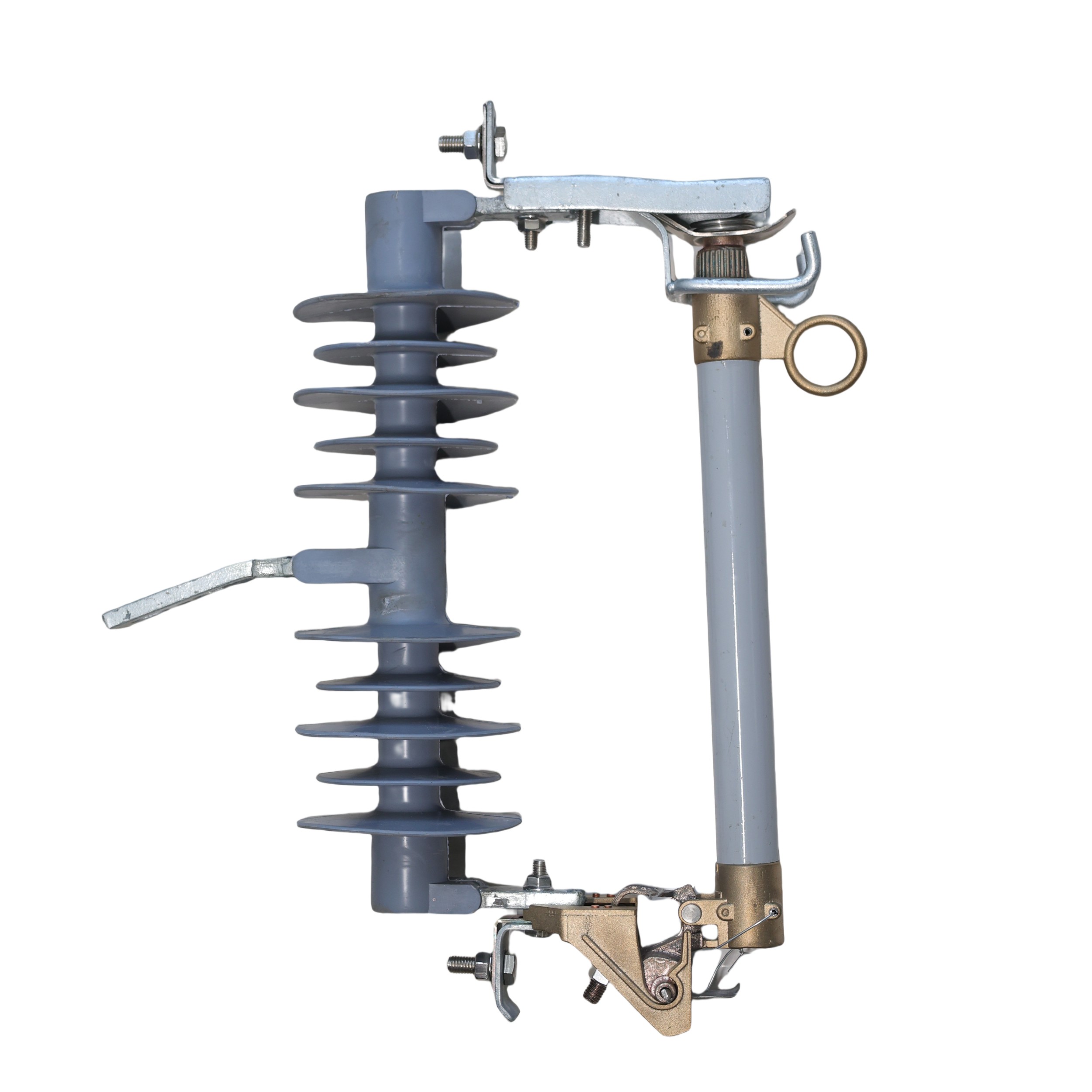
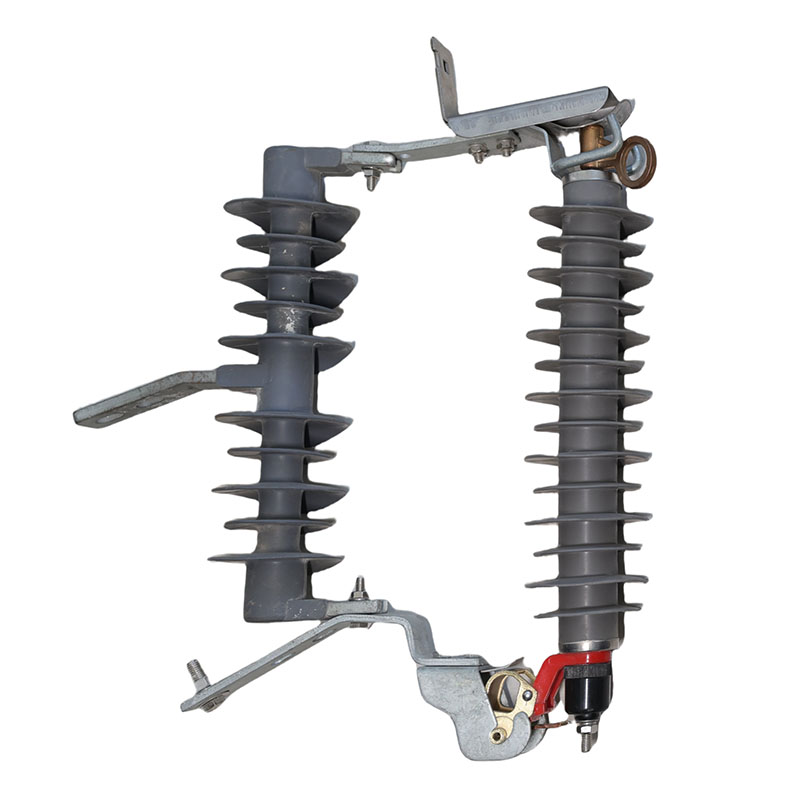 Ветрозащитный предохранитель-HRW12-35kV
Ветрозащитный предохранитель-HRW12-35kV -
 Муфта концевая термоусаживаемая 24 кВ
Муфта концевая термоусаживаемая 24 кВ -
 Изолятор опорный 20 кВ
Изолятор опорный 20 кВ -
 Изолятор подвесной 10 кВ
Изолятор подвесной 10 кВ -
 Изолятор подвесной 110 кВ
Изолятор подвесной 110 кВ -
 Муфта концевая холодноусаживаемая 24 кВ
Муфта концевая холодноусаживаемая 24 кВ -
 Молниеотвод 11 кВ
Молниеотвод 11 кВ -
 Разъединитель-(H)GW4-126кВ(138кВ)
Разъединитель-(H)GW4-126кВ(138кВ) -
 Муфта концевая холодноусаживаемая 66 кВ
Муфта концевая холодноусаживаемая 66 кВ
Связанный поиск
Связанный поиск- Термоусаживаемые комплекты для оконцевания в китае
- Установки для типов кабельных соединений и заделок
- Цена ветрозащитных полимерных изоляторов
- Монтаж высоковольтных кабельных соединений
- Оконцевание micc
- Герметичный конец кабеля
- Дешевые 22 кв комплект для подключения
- Дешевые комплекты для оконцевания кабеля ввв
- Оконцевание сип
- Основные страны-покупатели разъединителей с предохранителями



