

Oem термоусаживаемые терминирующие головки
Когда слышишь про термоусаживаемые терминирующие головки под OEM, первое, что приходит в голову — это просто ?белая этикетка?, но на деле всё сложнее. Многие думают, что достаточно взять готовую конструкцию, нанести логотип — и продукт готов. Это главная ошибка. Настоящая OEM-работа начинается с глубокого понимания условий эксплуатации и требований стандартов, а не просто с упаковки.
Разбираемся в основах: не только усадка
Само название ?термоусаживаемые? создаёт иллюзию простоты: нагрел — и готово. Но ключевое здесь — именно ?терминирующие?. Речь идёт о полной изоляции и механической защите конца кабеля, часто под напряжением. Я сталкивался с ситуациями, когда заказчик требовал универсальную головку ?на все случаи?, не учитывая разницу в диаметрах изоляции жил или степень загрязнения среды. В итоге — просадки диэлектрических свойств уже через полгода.
Материал термотрубки — это отдельная история. Не всякая полиолефиновая композиция ведёт себя одинаково при -50°C и при +120°C. Помню проект для северных подстанций: головки от одного поставщика после нескольких циклов ?мороз-нагрев? дали микротрещины. Пришлось совместно с инженерами ООО Шицзячжуан Хист Электрик пересматривать рецептуру материала, чтобы добиться стабильной эластичности. Их лаборатория как раз позволяет проводить такие адаптации — это не просто производство, а именно инжиниринг под задачу.
Именно поэтому в OEM важно не просто изготовить, а спроектировать. Сайт histe.ru хорошо отражает этот подход: они говорят про комплексные решения для сложных условий, и это не маркетинг. Когда у тебя в штате 7 докторантов, ты можешь позволить себе копать глубже, чем просто подбор по каталогу.
Ошибки при выборе и скрытые параметры
Частая проблема на старте — фокусировка только на диаметре усадки. Да, это критично, но не менее важен коэффициент усадки и остаточное напряжение после термообработки. Слишком высокое напряжение может со временем ?пережать? жилу, особенно алюминиевую. Я видел, как из-за этого в месте контакта росло переходное сопротивление.
Ещё один нюанс — адгезивный слой. Он должен не просто плавиться, а создавать герметичный барьер, но при этом не вытекать чрезмерно при нагреве горелкой. В полевых условиях, особенно на ветру или на высоте, перегрев — обычное дело. Если адгезив ?убежал?, то внутри остаётся полость, куда со временем набивается влага и пыль. Проверяйте это в тестовых образцах.
Здесь опыт ООО Шицзячжуан Хист Электрик в области кабельных аксессуаров и изоляторов очень кстати. Их патенты, упомянутые в описании компании, часто касаются именно таких деталей: состава адгезивов или конструкции внутреннего экрана. Для OEM-партнёрства это золото — значит, они могут предложить нестандартные решения, а не просто тиражировать базовую модель.
Полевые испытания: теория встречается с реальностью
Любые лабораторные испытания — это одно. А вот монтаж в распределительном шкафу, где рядом греются другие соединения, — совсем другое. Термоусаживаемые головки должны выдерживать не только свою рабочую температуру, но и соседний нагрев. Был случай на объекте, где из-за плохой вентиляции шкафа температура в некоторых точках стабильно превышала паспортную на 15-20 градусов. Через год началось отслоение.
Отсюда вывод: при заказе OEM-продукции обязательно оговаривайте не только климатическое исполнение, но и возможные тепловые воздействия от смежного оборудования. Хороший производитель, такой как Hist Electric, с его технической поддержкой для сложных условий, обычно запрашивает такую информацию сам. Если нет — это повод задать вопросы.
Монтаж — тоже искусство. Кажется, что горелкой работать просто, но для равномерной усадки сложной формы терминирующей головки нужна сноровка. Мы как-то даже проводили мини-тренинги для монтажников заказчика, потому что брак установки сводил на нет все преимущества конструкции. Иногда стоит предусмотреть в OEM-поставке простые монтажные шаблоны или инструкции в картинках.
Взаимодействие с производителем: как получить нужное
Идеальный OEM — это диалог. Ты приезжаешь не просто с чертежом, а с описанием проблемы: ?нужно герметизировать три жилы разного сечения в агрессивной среде с вибрацией?. И тогда начинается работа. На моей памяти, обращение к специалистам через histe.ru по похожему вопросу вылилось в трёхнедельные испытания прототипов с разными комбинациями материалов.
Важно понимать, что сильный производитель кабельных аксессуаров, обладающий собственными патентами, часто предлагает решения, о которых ты сам не подумал. Например, вместо одной сложной головки — набор более простых модульных элементов для термоусадки. Это может оказаться дешевле и надёжнее.
Не стоит бояться обсуждать и неудачи. Я как-то поделился с их техотделом историей про тот самый вытекший адгезив. Через пару месяцев они прислали обновлённые образцы с модифицированным температурным порогом плавления клеевого слоя. Вот это и есть настоящая техническая сила, которая заявлена в их описании.
Итоги: на что смотреть при заказе OEM
Итак, если резюмировать мой опыт работы с термоусаживаемыми терминирующими головками по OEM-схеме, то список приоритетов выглядит так. Первое — техническая экспертиза поставщика. Может ли он адаптировать продукт или только штамповать стандарт? Компании вроде Hist Electric, с их десятками патентов и штатом инженеров, — хороший пример первого варианта.
Второе — готовность к совместной разработке и тестам. Запросите образцы, испытайте их в условиях, максимально приближенных к вашим, даже если это просто имитация в мастерской. Обратите внимание на детали: качество литья внутренних элементов, чёткость маркировки, однородность термоусаживаемой трубки.
И наконец, помните, что конечная цель — не просто купить продукт, а решить задачу по изоляции и защите кабельного окончания. Поэтому самый важный вопрос к себе и к поставщику: ?Какие именно риски (вода, пыль, нагрев, вибрация) должна устранить эта головка??. Когда диалог строится вокруг этого, а не вокруг цены за штуку, тогда и появляются по-настоящему надёжные решения, которые отработают весь свой срок без сюрпризов.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
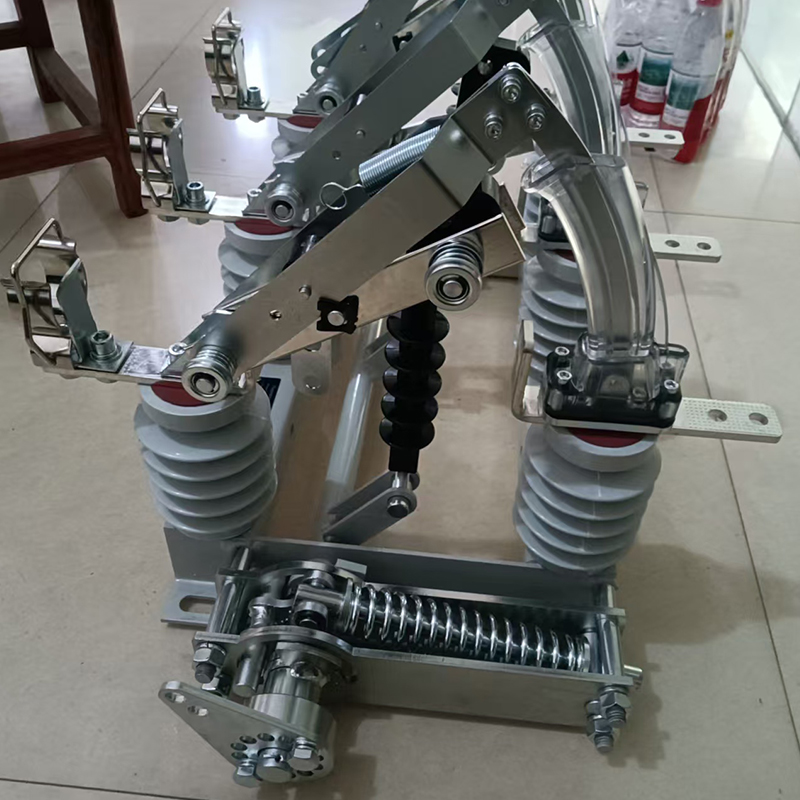 Разъединители 24 кВ Россия
Разъединители 24 кВ Россия -
 Предохранитель-(H)RW3-15кВ
Предохранитель-(H)RW3-15кВ -
 Разъём типа “T”
Разъём типа “T” -
 Разъединитель-(H)GW4-220кВ
Разъединитель-(H)GW4-220кВ -
 Молниеотвод 35 кВ
Молниеотвод 35 кВ -
 Предохранитель-(H)RW7-15кВ
Предохранитель-(H)RW7-15кВ -
 Втычной узел сборки
Втычной узел сборки -
 разъединитель-HJDW6-0.5630~2000
разъединитель-HJDW6-0.5630~2000 -
 Молниеотвод 220 кВ
Молниеотвод 220 кВ -
 Муфта срединная холодноусаживаемая 66 кВ
Муфта срединная холодноусаживаемая 66 кВ -
 Муфта концевая термоусаживаемая 1 кВ
Муфта концевая термоусаживаемая 1 кВ -
 Муфта концевая холодноусаживаемая 1 кВ
Муфта концевая холодноусаживаемая 1 кВ
Связанный поиск
Связанный поиск- Соединения холодной усадки из китая
- Дешевые комплекты термоусадочных кабельных соединений мкт-кит
- Дешевые головки заделки кабеля
- Производители наборов для сращивания заделок
- Производители комплектов для заделки кабеля вв
- Устройства защиты от перенапряжения из китая
- Плавкий выключатель
- Оконцевание экрана кабеля
- Фарфоровый изолятор
- Цена кабельных вводов холодной усадки



