

Oem термоусаживаемые терминирующие головки для холодной установки
Когда слышишь про термоусаживаемые терминирующие головки для холодной установки, многие сразу думают о простой альтернативе классической термоусадке с горелкой. Но это лишь поверхность. На деле, под маркировкой OEM для холодного монтажа скрывается целый пласт нюансов по материалам, геометрии усадки и, главное, по реальной адаптации к нашим условиям — температуре, влажности, квалификации монтажников. Частая ошибка — считать, что раз установка холодная, то и требования к подготовке кабеля и поверхности можно снизить. Это не так.
Что на самом деле значит 'холодная установка' в OEM-поставках
Здесь важно разделять ожидания и реальность. Производитель, особенно китайский, как тот же ООО Шицзячжуан Хист Электрик (сайт их — histe.ru), под 'холодной установкой' часто подразумевает, что основной монтажный слой — это предварительно нанесённый клей или герметик, который активируется при механическом обжатии, а не от тепла. Но! Сама термоусаживаемая часть, та, что даёт итоговую герметизацию и механическую прочность, всё равно требует тепла. Пусть и меньше — строительным феном, а не пропановой горелкой. В их технических паспортах это иногда упускается, а дистрибьюторы, перепродавая, и вовсе могут назвать продукт 'беспламенным', что сбивает с толку.
Вот смотрите, на практике было: заказали партию таких головок как раз через компанию, которая сотрудничала с Hist Electric. В описании стояло 'для холодного монтажа'. Приехало — а в инструкции мелкими буквами: 'перед окончательным обжатием равномерно прогрейте термоусаживаемую манжету до 80–90°C'. Для наших монтажников, работающих в МОЭКе, это уже не 'холодно'. Пришлось переучивать бригады, которые привыкли к чисто механическим соединителям. Вывод — всегда запрашивать детальный протокол монтажа у производителя, даже если он OEM.
И ещё момент по клею. В таких головках от ООО Шицзячжуан Хист Электрик часто используется бутиловый каучук или полиизобутилен. Хорошо герметизирует, но при минус 25 и ниже, особенно если монтаж был проведён с недостаточным прогревом (или вовсе без него), клей теряет пластичность. Весной, при оттаивании, обнаружили несколько точек с капиллярным подсосом влаги. Не критично, но нарекания были. Значит, в спецификацию нужно сразу закладывать климатическое исполнение, а не надеяться на универсальность.
Геометрия и материалы: почему не всякая OEM-головка сядет правильно
Здесь кроется, пожалуй, самый большой риск при работе с OEM-продукцией, даже от проверенных поставщиков вроде Hist. У них, кстати, в описании компании указано про десятки патентов и сильную техническую силу в электротехнике — это да, но патенты часто на конструкции, а не на технологию монтажа для конкретных условий. Берёшь головку, маркированную, скажем, на сечение 50 мм2. А у нас кабель того же сечения, но с изоляцией из сшитого полиэтилена другой толщины, да ещё и с полупроводящим слоем.
Внутренний диаметр трубки до усадки у китайских производителей иногда делают с минимальным запасом. Если кабель чуть толще или изоляция нестандартная (а у нас сколько этого 'нестандарта' в старых сетях!), то при холодном обжатии (вернее, при том самом минимальном прогреве) эта трубка может не сесть равномерно. Образуются складки, а под ними — воздушные карманы. Для высоковольтных линий это потенциальная точка начала частичных разрядов.
Один раз наблюдал такую картину на испытаниях партии от Hist Electric. Головки, заявленные для 10 кВ, на стенде показывали коронный разряд на 20% ниже заявленного напряжения именно из-за микроскладок. Причина — разная скорость усадки внутреннего клеевого слоя и внешней полиолефиновой оболочки при низкотемпературном прогреве. Решение нашли эмпирически: увеличили время прогрева феном на 30 секунд и добавили этап предварительного ручного формования манжеты. Производителю отправили отчёт — они внесли поправки в инструкцию для северных поставок.
Взаимодействие с производителем: как выжать максимум из OEM
Работа с китайскими заводами, такими как ООО Шицзячжуан Хист Электрик, это не просто 'заказал-получил'. Это переговоры. Их сильная сторона, как указано в описании, — способность предоставлять комплексные решения для сложных условий. Но это работает, только если ты эти условия подробно опишешь. Не просто 'для холодного климата', а 'монтаж при температуре воздуха от -15°C до +35°C, на кабелях с изоляцией типа XLPE производства 'Казанькабель', с возможностью хранения на открытом складе'.
Тогда они со своей стороны могут подобрать или адаптировать состав клея, толщину термоусаживаемой стенки. У них же 7 докторантов и аспирантов в штате — технически запрос потянуть могут. Мы так заказывали партию термоусаживаемых терминирующих головок для проекта в Заполярье. Отправили им образцы наших кабелей. В ответ получили модифицированные головки с более широким температурным диапазоном усадки и морозостойким герметиком. Да, цена выросла на 15%, но стоимость переделки в случае проблем была бы в разы выше.
Ключевой момент — протокол приёмочных испытаний. Не стесняйтесь требовать его проведения на ваших образцах кабеля перед отгрузкой большой партии. Hist Electric, судя по опыту, идёт на это, если видит серьёзность намерений. Мы так и делаем: подписываем техзадание, они делают пробную партию, мы её испытываем в своей лаборатории или на полигоне. Только после этого — основная поставка. Это снимает 90% проблем.
Полевой опыт: где чаще всего ошибаются монтажники
Даже с идеально адаптированным продуктом можно получить брак на линии. Основная ошибка — небрежная подготовка кабеля. Для терминирующих головок для холодной установки зачистка изоляции и зачистка полупроводящего слоя должны быть выполнены с хирургической точностью. Любая заусеница на проводнике, любой остаток полупровода под манжетой — и герметичность под вопросом. Часто монтажники, зная, что потом будет 'холодная' усадка (читай — простая), меньше внимания уделяют этой стадии.
Вторая ошибка — игнорирование требований к влажности во время монтажа. Если идёт дождь или снег, а ты монтируешь соединение, даже самый лучший герметик от Hist не сцепится как надо с влажной поверхностью. Приходится ставить палатки или использовать мобильные обогреватели для создания сухой зоны. Это увеличивает время работы, но экономит на отказе.
И третье — контроль усадки. Даже при прогреве феном нужно следить, чтобы усадка шла равномерно от середины к краям. Видел, как работник начинает греть с одного края — внешняя оболочка сразу плотно облегает кабель, а внутренний клей ещё не активировался и выдавливается, образуя валик на другом конце. Получается негерметичный торец. Приходится вводить в бригады простейший контрольный лист с фотофиксацией каждого этапа. Помогает.
Экономика вопроса: когда OEM выгоден, а когда нет
Всё упирается в объёмы и специфику. Для стандартных задач, для типовых линий 6-10 кВ в умеренном климате, готовые решения от крупных брендов могут быть проще. Но как только появляется массовый нестандарт — разные сечения, старый кабель, экстремальные температуры — тут OEM-поставка от специализированного производителя, вроде ООО Шицзячжуан Хист Электрик, становится оправданной.
Их преимущество, как я вижу, в гибкости. У них в ассортименте, судя по сайту histe.ru, не только головки, но и изоляторы, предохранители, комплексные решения. Можно заказать систему под весь проект, и техническая поддержка будет от одного источника. Это экономит время на согласованиях. Но нужно быть готовым к более длительному циклу заказа — адаптация, пробная партия, испытания. На скорую руку, 'к вчера', так не поработаешь.
Итоговый расчёт стоимости всегда должен включать не только цену за единицу, но и стоимость монтажных работ с учётом обучения, стоимость потенциального ремонта и, что важно, стоимость владения в течение срока службы. Иногда более дорогая, но идеально подогнанная OEM-головка, та же от Hist, за счёт скорости и надёжности монтажа окупает первоначальную разницу за первый же год. Главное — не гнаться за низкой ценой как за самоцелью, а считать полный цикл. Для ответственных объектов это единственно верный путь.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Муфта соединительная ЭПДМ 20 кВ
Муфта соединительная ЭПДМ 20 кВ -
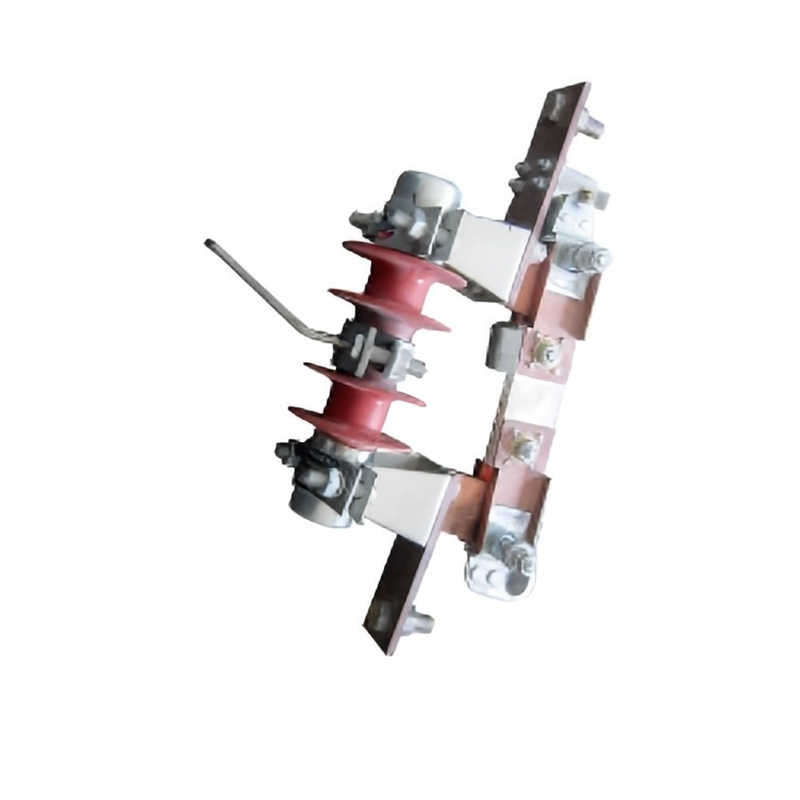 разъединитель-HRWK-0.5400~800
разъединитель-HRWK-0.5400~800 -
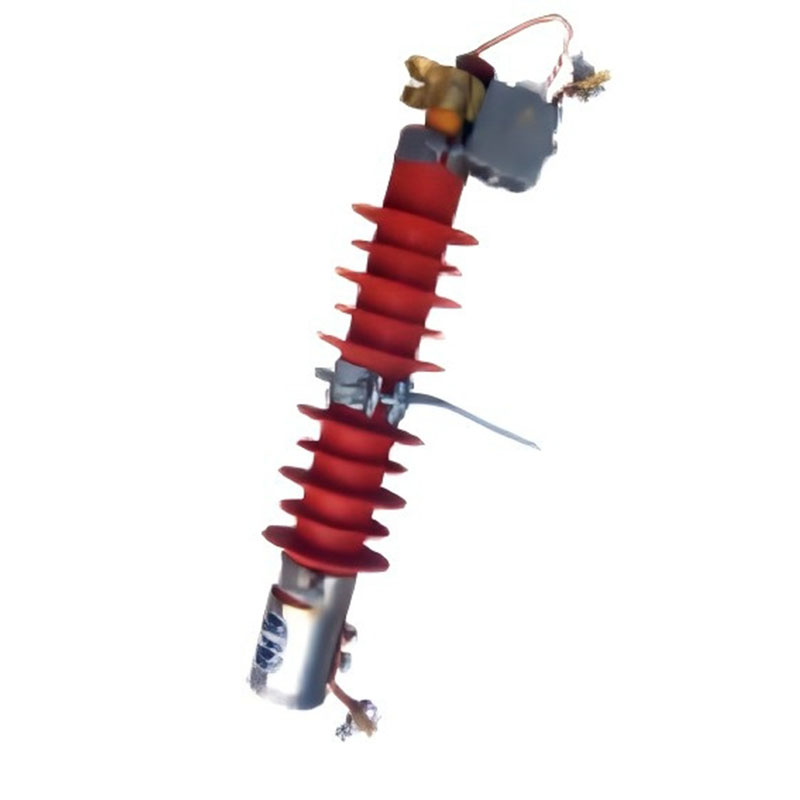
 Молниеотвод 11 кВ
Молниеотвод 11 кВ -
 Разъём типа “H”
Разъём типа “H” -
 Предохранитель-(H)RW12-35кВ
Предохранитель-(H)RW12-35кВ -
 Молниеотвод 330 кВ
Молниеотвод 330 кВ -
 Изолятор подвесной 110 кВ
Изолятор подвесной 110 кВ -
 Муфта срединная термоусаживаемая 20 кВ
Муфта срединная термоусаживаемая 20 кВ -
 Изолятор с 1/2 ушком 24 кВ
Изолятор с 1/2 ушком 24 кВ -
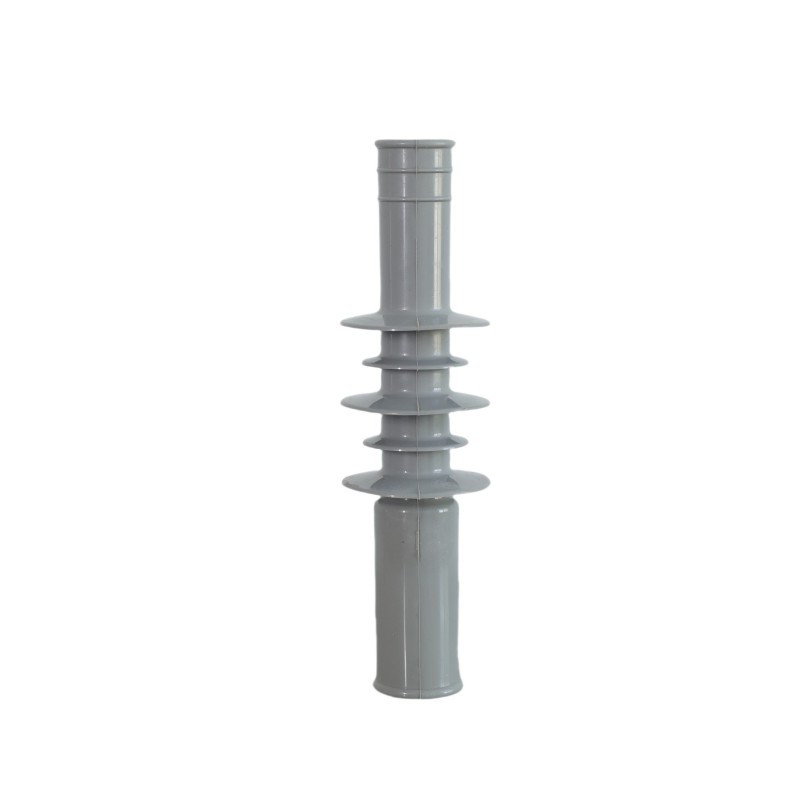
 Муфта концевая холодноусаживаемая 33 кВ
Муфта концевая холодноусаживаемая 33 кВ -
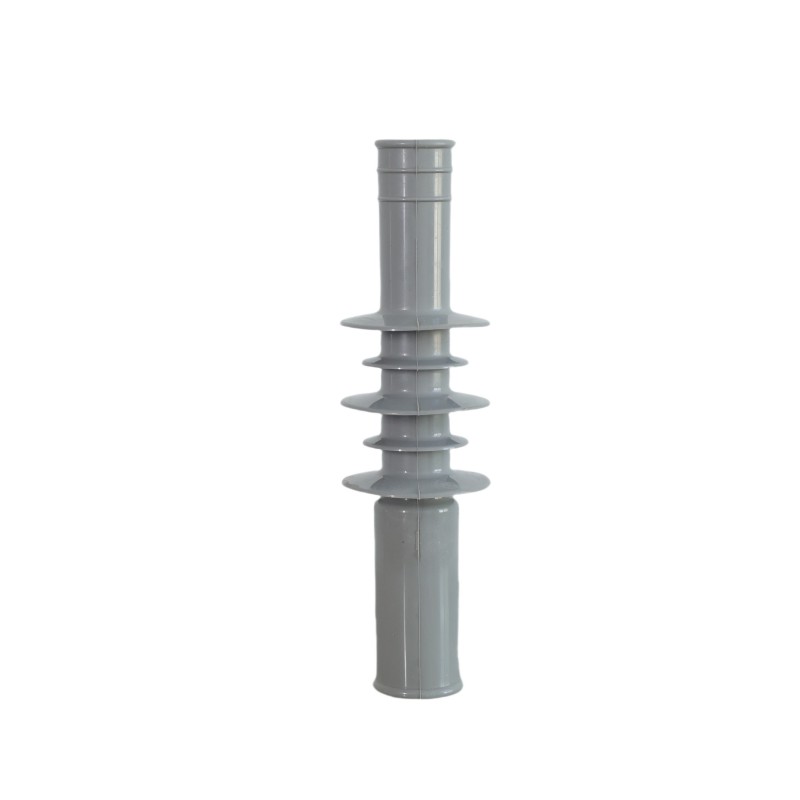
 Муфта концевая холодноусаживаемая 110 кВ
Муфта концевая холодноусаживаемая 110 кВ -
 Предохранитель-(H)RW10-15кВ
Предохранитель-(H)RW10-15кВ
Связанный поиск
Связанный поиск- Дешевая заделка концов кабеля
- Высоковольтный конус напряжения
- Комплекты для наружной заделки кабелей
- Комплект оконцевания кабеля micc
- Оптовая продажа комплектов для монтажа высоковольтной заделки
- Герметичный конец кабеля
- Дешевые термоусадочные терминирующие головки холодного монтажа
- Поставщики кабельных оконечных соединений
- Ведущий покупатель соединений холодной усадки
- Ведущий покупатель соединений кабельных проводников



