

Oem различные типы обработки электрических заделок
Когда говорят про OEM различные типы обработки электрических заделок, многие сразу представляют себе простое тиражирование готовых изделий по чужим чертежам. Это, пожалуй, самый распространённый миф. На деле же, особенно в сегменте высоковольтных и специальных применений, это почти всегда адаптация, доработка, а часто и совместная разработка узла под конкретные условия монтажа, климат или даже под особенности локальных нормативов. Вот это ?различные типы? — оно как раз про глубину вовлечения в процесс: от чистой сборки до полного цикла инжиниринга.
Где начинается реальная работа с OEM-заказом
Первое, с чем сталкиваешься — это техническое задание от заказчика. Иногда это идеально проработанный пакет документов, но чаще — эскиз, фото образца и список пожеланий. Вот тут и проявляется ?различные типы обработки?. Один клиент пришлёт чертёж термоусаживаемой муфты на 10 кВ, но с требованием использовать именно гибридный герметик определённой вязкости, потому что у них проблемы с вибрацией на подстанции. Другой — попросит повторить концевую заделку, но для кабеля с нестандартным диаметром изоляции, который выпускает только один завод в Европе. Это уже не сборка, а задача на проектирование и подбор материалов.
У нас, в ООО Шицзячжуан Хист Электрик, такие запросы — обычное дело. С 2004 года накопили опыт, и теперь в штате есть те самые 7 докторантов и аспирантов, которые как раз и занимаются проработкой таких нестандартных ТЗ. Сила не в том, чтобы иметь тысячу позиций в каталоге, а в том, чтобы уметь из имеющихся патентованных наработок по изоляторам или предохранителям собрать решение для чужой, на первый взгляд, задачи. Сайт histe.ru отражает это лишь частично — там готовая продукция, а главная работа часто остаётся ?за кадром?.
Провальный кейс, который хорошо запомнился: пытались строго следовать предоставленным западным партнёром спецификациям на обжимные наконечники для алюминиевых шин. Сделали идеально по размерам, отправили партию. А оказалось, что в их регионе применяется сплав с иным коэффициентом линейного расширения, и при сезонных перепадах температур в соединениях появлялся люфт. Пришлось пересматривать весь подход к допускам и технологии обжима именно для этого сплава. Вывод: OEM обработка — это не про геометрию, а про физику и химию материалов в конкретных условиях.
Материаловедение как основа для вариаций
Без глубокого понимания материалов все разговоры о типах обработки — пустой звук. Возьмём, к примеру, полимерные компоненты для заделок. Для OEM-производства изоляторов или корпусов разъёмов один заказчик требует литьё под давлением из определённого типа сшитого полиэтилена, другой — ручную заливку эпоксидным компаундом. Это принципиально разные технологические цепочки, требующие разного оборудования и, что важнее, разной экспертизы контроля качества.
У нас в лаборатории часто идут споры по поводу старения материалов. Допустим, приходит запрос на OEM-поставку комплектов для ремонта кабельных муфт 35 кВ. Заказчик из страны с холодным климатом хочет, чтобы все эластомерные уплотнители сохраняли гибкость при -50°C. А из Ближнего Востока — чтобы те же уплотнители не ?плыли? при +70°C на солнце. Это два абсолютно разных состава полимера. И вот здесь как раз и нужна та самая ?сильная техническая сила в области электротехники?, о которой говорится в описании компании. Не просто купить резину, а знать, какой именно ингибитор старения добавить в формулу для каждого случая.
Частая ошибка новичков в OEM — экономия на испытаниях партии материалов. Закупили якобы идентичный силиконовый герметик у другого поставщика, собрали партию заделок — и всё прошло приёмочные испытания. А через полгода приходят рекламации: герметик потрескался. Оказалось, в исходной спецификации был важный параметр — сопротивление трекингу, который новый поставщик не проверял. Теперь у нас правило: любая замена материала в OEM-проекте, даже самая незначительная, ведёт к полному пересмотру протокола испытаний готового узла.
Оборудование и ?невидимая? доработка
Когда обсуждаешь различные типы обработки, часто упускают из виду станки и оснастку. Казалось бы, токарный станок с ЧПУ везде одинаковый. Но обработка детали для высоковольтного контакта требует таких допусков и чистоты поверхности, что под каждый такой проект перенастраиваешь не только программу, но и подбираешь режимы резания, охлаждающие эмульсии. Иногда для одного-единственного OEM-заказа на уникальный изолятор приходится заказывать специальную фрезу.
Вспоминается проект для скандинавского энергоконцерна. Нужны были корпуса разъединителей для ветропарков в море. Требования к коррозионной стойкости были запредельные. Стандартная порошковая краска не подходила. Пришлось совместно с их инженерами разрабатывать многослойное покрытие: фосфатирование, затем цинконаполненный грунт, потом специальный эпоксидный слой. И это всё — часть OEM-обработки металлического корпуса. На сайте histe.ru в разделе ?комплексные строительные решения? как раз про такие истории, хотя деталей там не раскрывают.
Бывает и обратная ситуация: заказчик присылает дизайн красивой литой детали, но с точки зрения литья она неудачна — будут раковины, напряжения. Наша задача — не слепо отлить, а предложить изменение геометрии, которое сохранит функционал, но сделает деталь технологичной. Иногда это удаётся, иногда нет. Упёртый заказчик настаивает на своём — делаем, как просит, но заранее предупреждаем о рисках и закладываем повышенный процент брака в стоимость. Это тоже часть профессиональной этики в этом бизнесе.
Логистика специфики: когда упаковка важнее продукта
Этот аспект редко рассматривают в отрыве от основного производства, но для OEM он критичен. Обработал, изготовил — теперь нужно доставить заказчику так, чтобы на месте монтажник получил именно то, что заказывалось. Для комплектов кабельных аксессуаров это часто означает индивидуальную кастомизацию упаковки. Один хочет, чтобы каждый болт и шайба лежали в пронумерованной ячейке термоформованного пластика. Другой — чтобы весь комплект для одной муфты был запаян в вакуумную плёнку с силикагелем внутри, потому что хранить будут в условиях высокой влажности.
Мы как-то потеряли крупный контракт именно на этапе упаковки. Сделали всё идеально, но отгрузили в стандартных картонных коробках. Заказчик, работающий на объектах с жёсткими требованиями по чистоте (фармацевтический завод), получил коробки, немного помятые в пути, и отказался принимать груз. Мол, если на упаковке нет следов бережного обращения, то что внутри? Теперь для каждого OEM-партнёра отдельно согласуем не только техусловия на продукт, но и стандарт на упаковку и маркировку. Это, по сути, последний этап обработки электрических заделок — подготовка к передаче в руки конечного пользователя.
Иногда требования доходят до абсурда, но их надо выполнять. Был заказ на поставку предохранителей для шахтного оборудования. Помимо всего прочего, в контракте был пункт, что на каждой транспортной таре должна быть светоотражающая полоса определённого цвета. Казалось бы, мелочь. Но для заказчика это вопрос безопасности и быстрой идентификации груза на слабоосвещённой площадке. Пришлось искать поставщика таких полос и встраивать их наклейку в процесс упаковки. Без готовности к такой ?различной обработке? даже самых простых процессов долго на рынке не продержишься.
Взгляд вперёд: интеграция и цифровые двойники
Сейчас тренд среди продвинутых OEM-партнёров — это запрос не просто на физический продукт, а на данные для его цифрового двойника. То есть, отгружая партию кабельных заделок, нужно прикладывать не только бумажный паспорт, но и файл с точными 3D-моделями, допусками, результатами выборочных испытаний конкретной партии материалов. Это новый уровень OEM обработки, который стирает грань между производством и сервисом.
Компания ООО Шицзячжуан Хист Электрик уже движется в этом направлении. Наши инженеры, работающие над патентами в области изолирующих выключателей, теперь сразу думают и о том, как параметры изделия будут ложиться в цифровую модель системы релейной защиты у заказчика. Это меняет саму философию работы. Раньше сделал — отгрузил — забыл. Теперь твоё изделие — это data-point в чужой интеллектуальной системе, и за его ?цифровое поведение? тоже несешь ответственность.
Сложность в том, что стандартов на эти данные пока нет. Каждый крупный заказчик — энергосеть или промышленный холдинг — продвигает свой формат. Получается, что под каждый такой проект нужна отдельная настройка IT-интерфейсов, что по трудозатратам иногда сравнимо с самой разработкой изделия. Но это, видимо, и есть будущее. Тот, кто научится не только гнуть металл и лить полимеры, но и ?обрабатывать? информацию об этих процессах в удобный для партнёра цифровой продукт, будет определять правила игры. И в этом контексте фраза ?различные типы обработки? приобретает совершенно новое, цифровое измерение, где наш опыт в ?различных сложных строительных условиях? становится бесценным активом для создания этих самых цифровых моделей.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Муфта концевая холодноусаживаемая 24 кВ
Муфта концевая холодноусаживаемая 24 кВ -
 Разъединитель-(H)GW4-27,5кВ
Разъединитель-(H)GW4-27,5кВ -
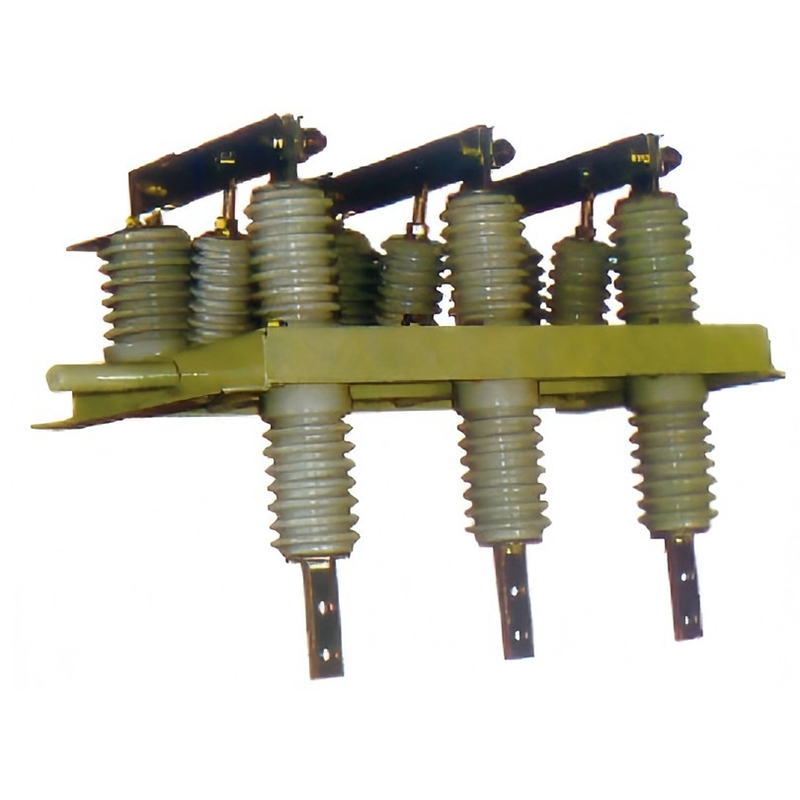
 Разъемный выключатель-GN19-12
Разъемный выключатель-GN19-12 -
 Втычной узел сборки
Втычной узел сборки -
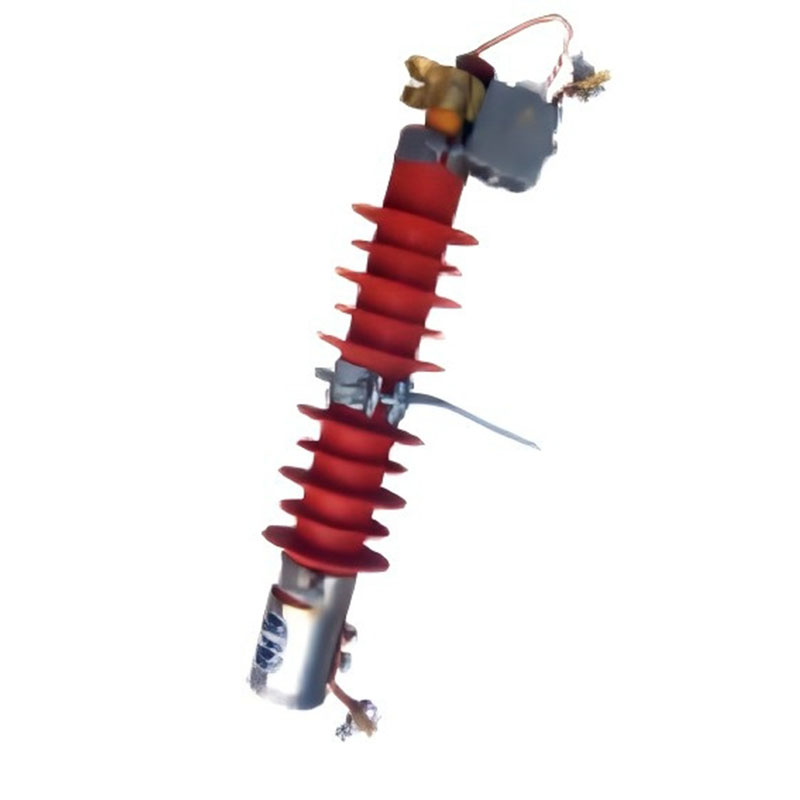
 Молниеотвод 10 кВ
Молниеотвод 10 кВ -
 Выключатель-GN19-12C
Выключатель-GN19-12C -
 Муфта концевая термоусаживаемая 24 кВ
Муфта концевая термоусаживаемая 24 кВ -
 Предохранитель-(H)RW9-15кВ
Предохранитель-(H)RW9-15кВ -
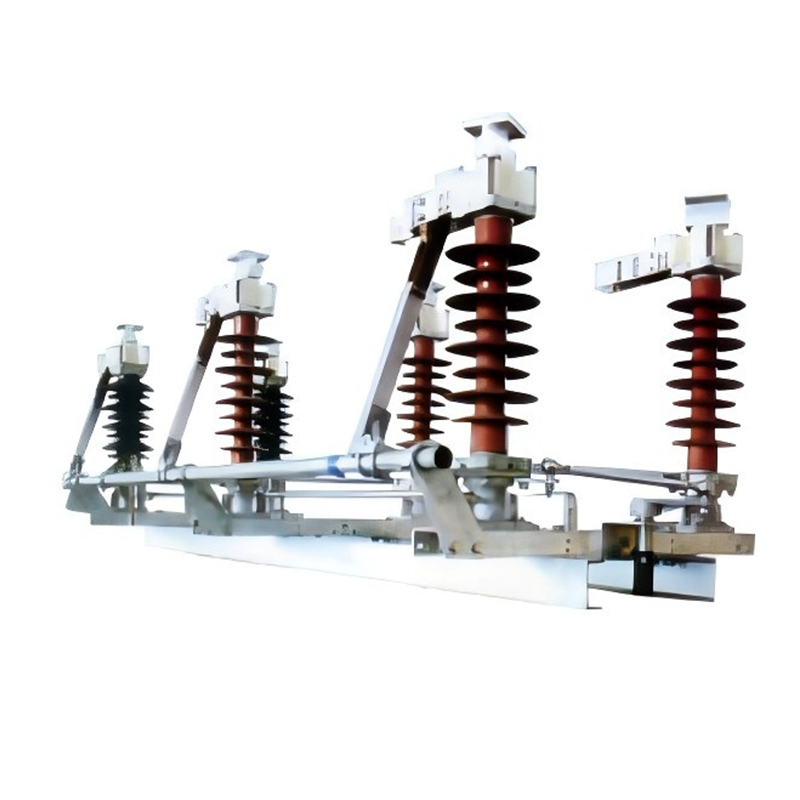 Разъединитель-(H)GW4-40,5кВ
Разъединитель-(H)GW4-40,5кВ -
 Предохранитель-HPRWG2-15 кВ
Предохранитель-HPRWG2-15 кВ -
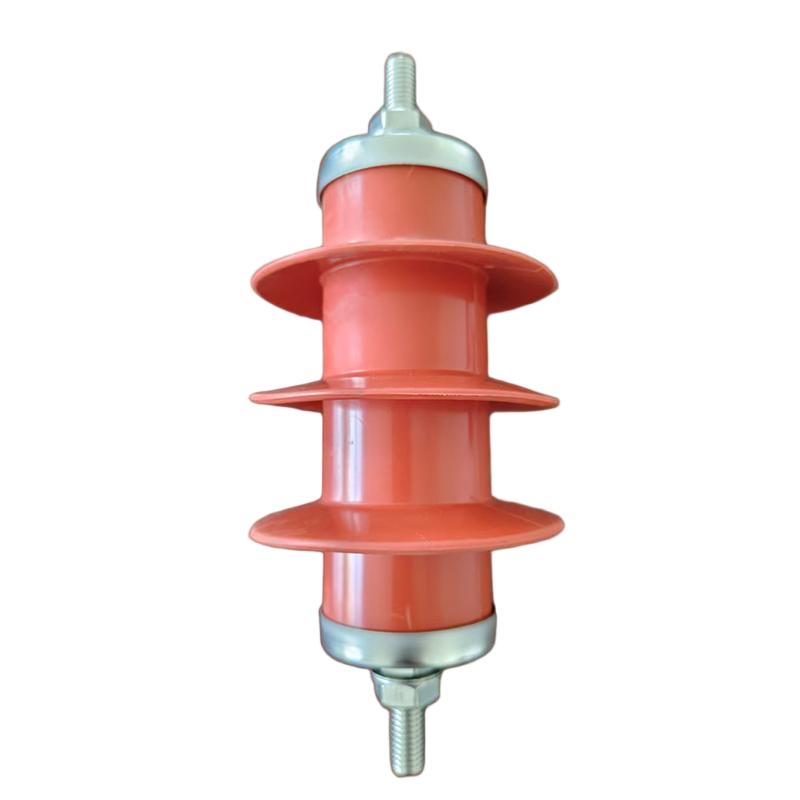 Молниеотвод 6 кВ
Молниеотвод 6 кВ -
 Муфта концевая готовой установки 6 кВ
Муфта концевая готовой установки 6 кВ
Связанный поиск
Связанный поиск- Дешевые комплекты для монтажа кабельных терминалов
- Производители соединений и заделок
- Комплекты оконцевания
- Ведущий покупатель кабельных вводов
- Oem35kv комплект заделки
- Цены на концевые кабельные заделки
- Дешевые изоляторы
- Oem различные типы обработки электрических заделок
- Прокладка и оконцевание кабелепроводов в китае
- Поставщики кабельных уплотнительных муфт для уплотнения и заделки кабелей



