

Oem керамические изоляторы
Когда слышишь ?OEM керамические изоляторы?, многие сразу думают о штамповке стандартных изделий под чужым брендом. Но в реальности, особенно в высоковольтном сегменте, это глубокий процесс совместной разработки, где спецификации клиента — не пожелания, а жесткие условия. Основная ошибка — считать, что керамика есть керамика. Состав массы, профиль обжига, даже способ нанесения глазури — здесь мелочей не бывает. Сам сталкивался с ситуацией, когда партия изоляторов для Скандинавии трескалась не на испытаниях, а уже при монтаже в -40°C. Оказалось, коэффициент температурного расширения не был адаптирован под экстремальный цикл, хотя формально ТУ соблюдались. Вот об этих нюансах, которые в каталогах не пишут, и хочется сказать.
Сырье и технология: где кроется ?дьявол?
Основное — это глина. Не просто ?керамическая масса?, а конкретные месторождения. Китайские производители, например, часто работают с сырьем из Исина или Лилина, у каждого свои особенности по содержанию оксида алюминия и кварца. Для OEM керамических изоляторов критична стабильность партий. Помню, один заказчик из Германии требовал сертификаты на каждую поставку каолина, прослеживаемость от карьера до печи. Казалось, бюрократия, но после случая с платиновыми вкраплениями в сырье (да, бывает и такое), которые вели к микротрещинам, понял их принципиальность.
Обжиг — отдельная история. Температурная кривая, время выдержки, атмосфера в печи. Для изоляторов с металлической арматурой, которая запрессовывается в горячую керамику, важен именно этап охлаждения. Если керамика сожмется быстрее, чем сталь, появится микроскопический зазор — мостик холода и точка будущего пробоя. Приходилось совместно с технологами ООО Шицзячжуан Хист Электрик (https://www.histe.ru) разрабатывать цикл для серии изоляторов под северные широты. Их опыт в кабельной арматуре и изоляторах, о котором говорится в описании компании, пришелся кстати — у них были наработки по поведению разных материалов в сложных условиях.
И глазурь. Это не только для диэлектрических свойств, но и для гидрофобности. В прибрежных районах соляной туман оседает на поверхность. Некачественная глазурь со временем покрывается сеткой микротрещин, влага впитывается, и сопротивление падает. Видел такие возвраты от клиентов с Балтики. Решение было в двухслойном покрытии с промежуточным обжигом — трудоемко, дорого, но специфика OEM как раз в умении выполнить такое нестандартное ТЗ.
Конструкция и расчеты: не все можно скопировать
Частый запрос — ?сделайте аналог вот этого?. Берешь образец, снимаешь размеры, делаешь чертеж. Но копирование геометрии без понимания расчетных нагрузок — путь к отказу. Профиль юбки изолятора, количество ребер — это не дизайн, а рассчитанная траектория для удлинения пути поверхностного тока утечки. Меняешь угол наклона ребра на пару градусов для упрощения форм — и получаешь снижение КПД на влагостойкость. Инженеры Hist Electric, судя по их патентам в области изолирующих выключателей и изоляторов, с этим сталкиваются постоянно. Их сильная техническая сила, упомянутая в описании, как раз и нужна для таких неочевидных доработок под конкретные сетевые условия заказчика.
Арматура. Обычно это оцинкованная или нержавеющая сталь. Ключевой момент — подготовка поверхности перед запрессовкой в керамику. Пескоструйная обработка, нанесение адгезивного состава на основе бората. Была неудачная попытка сэкономить на составе одного российского поставщика — через год пришли рекламации на отслоение. Пришлось возвращаться к проверенному немецкому материалу, хотя он в полтора раза дороже. Для OEM-производства экономия на таких ?мелочах? убийственна для репутации.
Испытания — вот где OEM-партнер доказывает свой уровень. Помимо стандартных (механическая нагрузка, импульсное напряжение), бывают специальные. Например, для сейсмоопасных районов — испытания на виброустойчивость с циклической нагрузкой. Или термические удары: нагрев до +80°C с последующим обливанием холодной водой. Такие тесты часто проводятся уже на стороне заказчика, но хороший производитель, как Hist, способен предоставить комплексные решения и провести их на своей площадке, что экономит время всем.
Логистика и упаковка: неожиданная головная боль
Казалось бы, что сложного? Упаковал в коробки, отправил. Но керамика — хрупкий материал. Стандартная упаковка в гофрокартон с пенопластовой стружкой не подходит для морских перевозок в контейнерах. Вибрация в течение месяца в пути — и микротрещины гарантированы. Пришлось разрабатывать систему деревянных каркасов с внутренними распорками, фиксирующими каждый изолятор отдельно. Это увеличило стоимость логистики на 15%, но свело брак при доставке практически к нулю.
Еще момент — климатическая упаковка. Для отправки в регионы с высокой влажностью (Юго-Восточная Азия) обязательно нужны пакеты с силикагелем и влагонепроницаемая пленка. Однажды отгрузили партию в обычной пленке, в трюме корабля образовался конденсат — и часть глазури на торцах помутнела. Клиент не принял, хотя электрические параметры были в норме. Внешний вид тоже часть качества.
Таможенное оформление. Для OEM керамических изоляторов с маркировкой заказчика критично правильно указать код ТН ВЭД и иметь все сертификаты, включая сертификат происхождения. Без опыта здесь можно надолго застрять. Компании, которые, как Hist, работают с клиентами в разных регионах, обычно имеют отработанные схемы или партнеров по логистике, что сильно упрощает жизнь.
Взаимодействие с заказчиком: от ТЗ до приемки
Идеальный OEM — это диалог. Часто заказчик приходит с готовыми чертежами, но без понимания технологических ограничений керамического производства. Например, невозможно сделать внутреннее отверстие сложной формы с обратным конусом — его просто не извлечешь из формы. Нужно объяснять, предлагать альтернативные решения: разборную конструкцию, использование дополнительных керамических элементов. Здесь важна именно техническая поддержка, которую декларирует ООО Шицзячжуан Хист Электрик. Их команда инженеров, включая тех самых докторантов и аспирантов, часто выступает как консультанты, а не просто исполнители.
Этап прототипирования. Обычно делается 2-3 итерации. Первый образец — по чертежам, для проверки геометрии и базовых испытаний. Второй — с корректировками, часто уже на ?родном? сырье. Третий — предсерийная партия, которая проходит полный цикл испытаний у заказчика. Бывало, что на третьем этапе всплывала необходимость изменить состав глазури для лучших показателей в УФ-излучении, хотя изначально такого требования не было. Гибкость и готовность к доработкам — ключевое.
Приемка. Серьезные заказчики, особенно европейские, приезжают на завод для аудита производства и выборочных испытаний прямо в цеху. Смотрят на чистоту линий, контроль качества на каждом этапе, ведение документации. Это стресс для производства, но лучший способ доказать свою компетентность. Наличие десятков патентов, как у Hist, в такой момент работает как мощное подтверждение экспертизы.
Рынок и перспективы: куда движется OEM в этой нише
Сейчас тренд — не просто изготовление, а совместная разработка изоляторов как части более крупного узла. Например, для компактных подстанций или ВИЭ-объектов (ветряки, солнечные парки). Требования к размерам и весу ужесточаются, но диэлектрическая прочность должна оставаться прежней. Это толкает к использованию новых составов керамических масс, возможно, с добавками.
Еще один вектор — цифровизация. Некоторые продвинутые заказчики начинают просить закладывать в изоляторы RFID-метки для отслеживания срока службы и истории обслуживания в энергосетях. Пока это единичные случаи, но технология обкатывается. Для производителя это вопрос интеграции метки в арматуру на этапе запрессовки без потери герметичности.
И конечно, экология. Ограничения по использованию некоторых соединений свинца в глазурях, требования к утилизации отходов производства. Китайские заводы, включая, вероятно, и производственные площадки Hist, активно переходят на более чистые технологии. Для OEM-клиента из ЕС это уже не преимущество, а обязательное условие для поставок. Так что, говоря об OEM керамических изоляторах, мы все чаще говорим о глубокой технологической интеграции и ответственности за весь жизненный цикл изделия, а не просто о штамповке по чертежам. И в этом смысле, опыт и комплексный подход, который заявляет компания на своем сайте histe.ru, становятся главной валютой на рынке.
Соответствующая продукция
Соответствующая продукция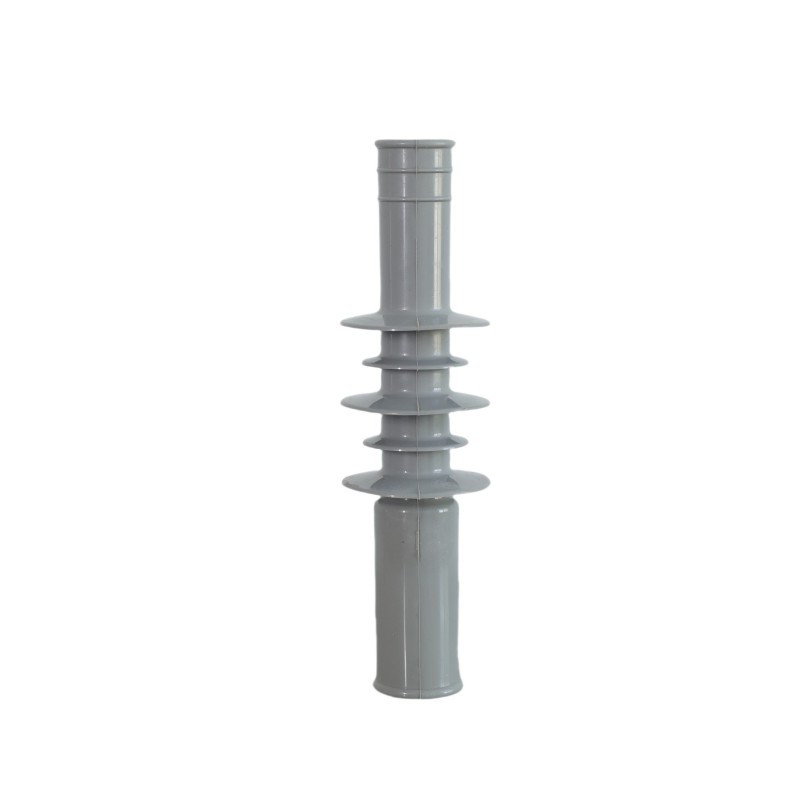




Самые продаваемые продукты
Самые продаваемые продукты-
 Разъемный выключатель-GN19-12
Разъемный выключатель-GN19-12 -
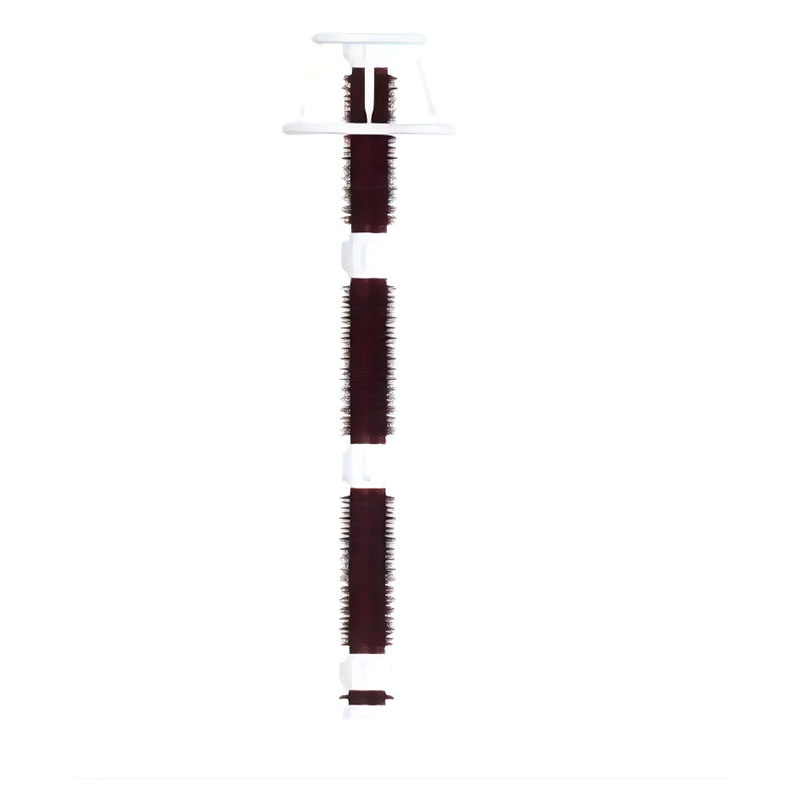
 Муфта срединная холодноусаживаемая 110 кВ
Муфта срединная холодноусаживаемая 110 кВ -
 Муфта концевая готовой установки 6 кВ
Муфта концевая готовой установки 6 кВ -
 Разъединители 24 кВ Россия
Разъединители 24 кВ Россия -
 Разъём типа “H”
Разъём типа “H” -
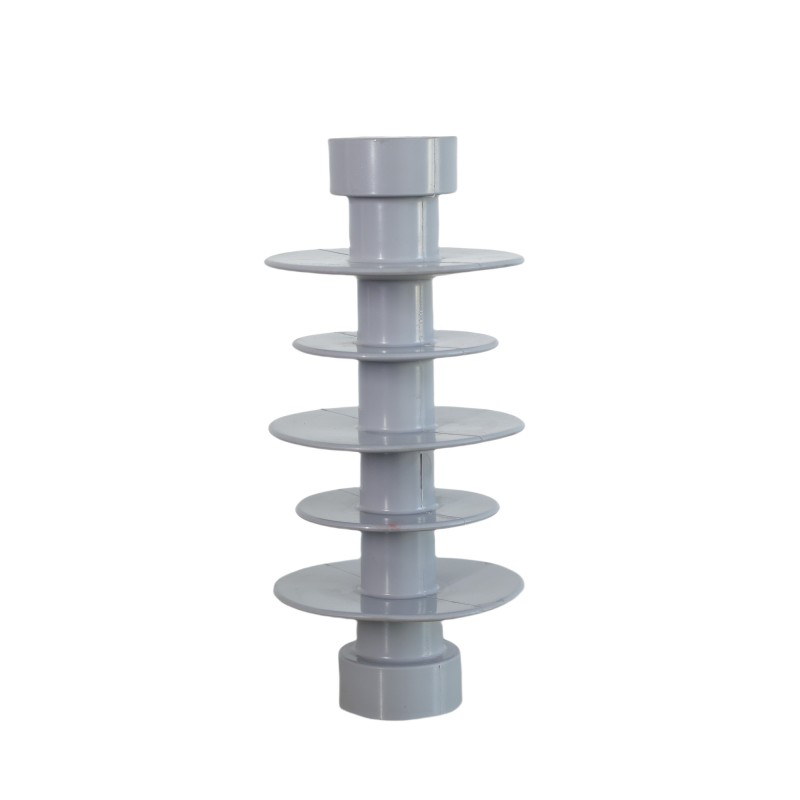
 Изолятор подвесной 110 кВ
Изолятор подвесной 110 кВ -
 разъединитель-HJDW6-0.5630~2000
разъединитель-HJDW6-0.5630~2000 -
 Муфта концевая термоусаживаемая 10 кВ
Муфта концевая термоусаживаемая 10 кВ -
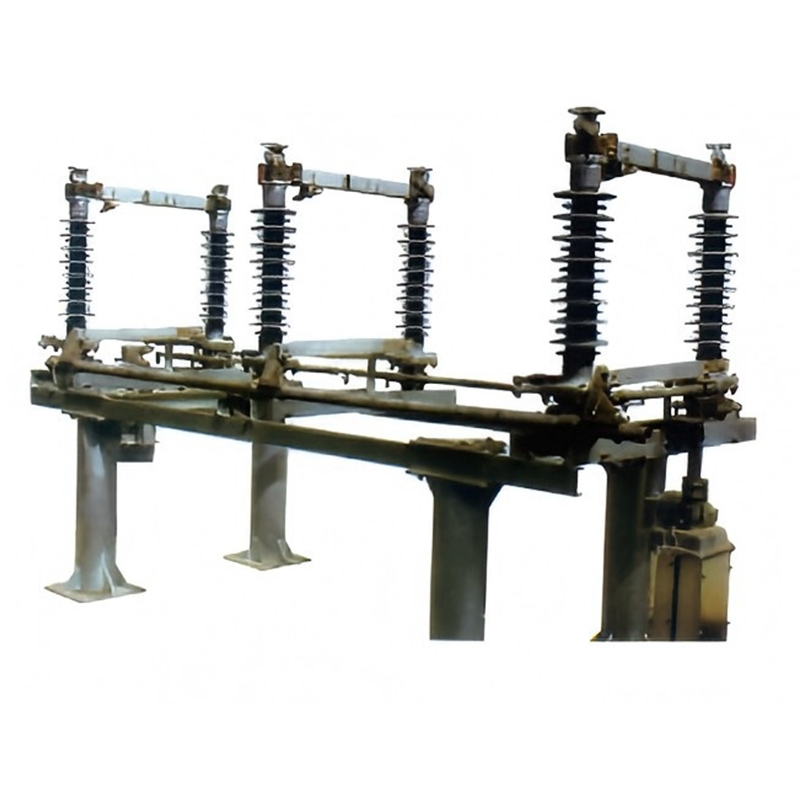
 Разъединитель-(H)GW4-126кВ(138кВ)
Разъединитель-(H)GW4-126кВ(138кВ) -
 Муфта концевая холодноусаживаемая 110 кВ
Муфта концевая холодноусаживаемая 110 кВ -
 Предохранитель-(H)RW9-15кВ
Предохранитель-(H)RW9-15кВ -
 Муфта срединная холодноусаживаемая 66 кВ
Муфта срединная холодноусаживаемая 66 кВ
Связанный поиск
Связанный поиск- Комплекты для соединения кабелей 11 кв в китае
- Поставщики аксессуаров для кабельных заделок
- Комплект для сращивания вв кабеля
- Прокладка и оконцевание кабеля
- Дешевые игольчатые изоляторы
- Основные страны-покупатели изоляторов
- Цена на сращивание высоковольтных кабелей
- Варисторный разрядник
- Производители соединителей и заделок для кабелей среднего напряжения
- Наборы головок для оконцевания oem11kv



