Где найти OEM производителя Термоусаживаемого кабельного соединения?
2026-06-03
Критерии выбора надёжного поставщика термоусаживаемых концевых муфт
Поиск квалифицированного OEM-производителя термоусаживаемой концевой муфты начинается не с просмотра каталогов, а с анализа производственной инфраструктуры и способности завода гарантировать стабильность диэлектрических свойств материала в долгосрочной перспективе. В нашей практике работы с энергосетями СНГ и Ближнего Востока мы неоднократно сталкивались с ситуацией, когда низкая закупочная цена оборачивалась авариями через 18–24 месяца эксплуатации из-за деградации клеевого слоя под воздействием циклических температурных нагрузок. Надежный партнер должен предоставлять не просто сертификат соответствия, а полные протоколы заводских испытаний каждой партии, подтверждающие отсутствие микропустот в интерфейсе «кабель-муфта». Именно способность контролировать эти параметры на этапе экструзии полимеров отличает профессионального производителя от сборочного цеха, закупающего полуфабрикаты на стороне.
При оценке потенциального подрядчика для поставки кабельной арматуры критически важно обращать внимание на наличие собственной высоковольтовой лаборатории. Без возможности проведения испытаний пробивным напряжением непосредственно на заводе-изготовителе невозможно гарантировать заявленные характеристики изоляции. Мы рекомендуем запрашивать у поставщика данные о мощности испытательного оборудования: если лаборатория не способна генерировать напряжения выше 100 кВ для тестирования образцов среднего напряжения, такой производитель не сможет адекватно контролировать качество продукции для сетей 35 кВ и выше. Отсутствие внутреннего контроля качества перекладывает риски брака на плечи заказчика, что недопустимо в проектах с жесткими требованиями к надежности.
Технические параметры, определяющие срок службы изделия
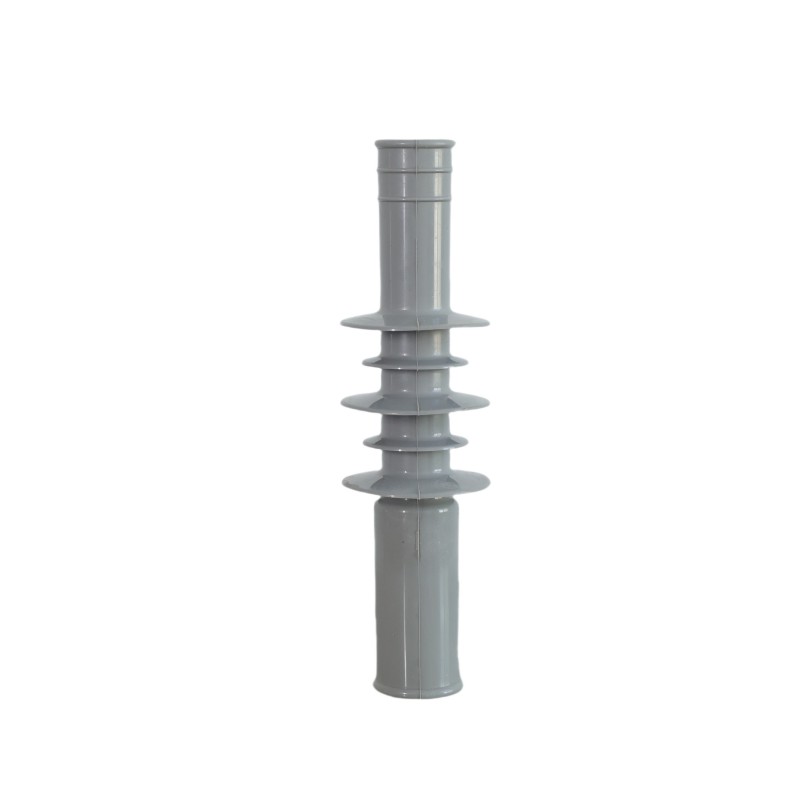
Выбор конкретной модели термоусаживаемой концевой муфты требует детального анализа условий эксплуатации, так как универсальных решений для всех климатических зон не существует. Ключевым параметром, который часто игнорируют при первичном подборе, является коэффициент линейного теплового расширения материалов муфты и изоляции кабеля. Если эти значения расходятся более чем на 15%, при циклическом нагреве токовыми нагрузками в месте контакта неизбежно образуются газовые включения, ведущие к частичным разрядам и пробою. Профессиональный производитель, такой как ООО Шицзячжуан Хист Электрик, учитывает эту физику процесса еще на этапе разработки рецептуры силиконовых компаундов, обеспечивая адгезию даже при экстремальных перепадах температур от -60°C до +90°C.
Толщина стенки термоусаживаемой трубки после усадки должна строго соответствовать расчетным значениям для конкретного класса напряжения. Для сетей 10–35 кВ уменьшение толщины изоляции всего на 0,5 мм ниже нормы снижает электрическую прочность на 20–25%, что может стать фатальным при коммутационных перенапряжениях. В своей практике мы фиксировали случаи, когда использование муфт с неравномерной толщиной стенки приводило к локальным перегревам и разрушению внешней оболочки уже в первый год работы. Поэтому при заказе OEM-партии необходимо требовать предоставления статистических данных по геометрии изделий из разных точек производственной линии, а не только выборочных образцов.
Клеевой слой играет роль не только герметика, но и активного элемента системы выравнивания электрического поля. Качество клея определяется его способностью заполнять все неровности поверхности кабеля и сохранять эластичность в течение всего срока службы, который для современных систем должен составлять не менее 30 лет. Дешевые аналоги часто используют битумные или низкокачественные полимерные составы, которые теряют липкость при отрицательных температурах или вытекают при сильном нагреве. Надежные решения, применяемые в продуктовой линейке ведущих китайских производителей, включают специализированные горячеплавкие клеи с высокой вязкостью, обеспечивающие монолитное соединение без образования воздушных карманов.
Сравнительный анализ материалов и технологий
Понимание различий между технологиями производства позволяет избежать ошибок при формировании технического задания для поставщика. Ниже приведено сравнение ключевых характеристик, влияющих на выбор между различными типами исполнений и материалами:
| Параметр сравнения | Традиционные ПВХ/Полиолефины | Сшитый полиэтилен (XLPE) с силиконом | Требования к OEM-производителю |
|---|---|---|---|
| Температурный диапазон | -40°C … +85°C (риск растрескивания) | -60°C … +135°C (стабильная эластичность) | Гарантия работы в климате заказчика без потери свойств |
| Усадка при нагреве | Высокая вероятность коробления и пузырей | Равномерная радиальная усадка без продольного сокращения | Наличие автоматизированных линий с контролем температуры |
| Трекингостойкость | Низкая, требуется внешняя защита | Высокая (более 1000 часов по IEC 60587) | Протоколы испытаний на стойкость к дуге и загрязнению |
| Срок службы | 10–15 лет в умеренном климате | 30+ лет в любых условиях | Расширенная гарантия и страхование ответственности |
Анализ данной таблицы показывает, что экономия на материале базовой трубки приводит к кратному увеличению эксплуатационных расходов в будущем. При заказе крупной партии у китайского завода важно убедиться, что используемое сырье проходит входной контроль на соответствие международным стандартам, таким как IEC 60502 или ГОСТ 13781. Производитель, который не может документально подтвердить происхождение и качество гранулята, представляет собой высокий риск для вашего проекта.
Производственные мощности и контроль качества в Китае
Реальная производственная мощность завода часто отличается от заявленной в маркетинговых брошюрах, поэтому визуальный аудит или запрос видеоотчета с цеха является обязательным этапом верификации. Современные линии по производству термоусаживаемой концевой муфты должны включать экструдеры с системой лазерного контроля диаметра, камеры вулканизации с точной регулировкой температуры по зонам и автоматические участки резки. Наличие ручного труда на критических этапах формирования изоляционного слоя недопустимо, так как человеческий фактор вносит неконтролируемые вариации в плотность материала. Мы рекомендуем отдавать приоритет предприятиям, внедрившим систему MES (Manufacturing Execution System), позволяющую отследить историю каждого метра произведенной продукции.
Лабораторный контроль является сердцем любого серьезного производства электротехнической продукции. Один из наших клиентов столкнулся с партией бракованных муфт, у которых напряжение пробоя было на 30% ниже номинала из-за нарушения режима вулканизации. Избежать подобных ситуаций позволяет только наличие у поставщика собственной испытательной базы высокого уровня. Например, производственная база ООО Шицзячжуан Хист Электрик оснащена одной из крупнейших электротехнических лабораторий Северного Китая, способной выполнять полный цикл испытаний электрических характеристик изделий в диапазоне до 1000 кВ. Такая инфраструктура позволяет проводить не только приемо-сдаточные тесты, но и исследовательские работы по оптимизации конструкции под специфические требования заказчиков из разных климатических зон.
Сертификация продукции по международным стандартам (CE, EAC, ISO 9001) должна быть подтверждена актуальными документами, выданными признанными органами. Важно проверять не только наличие сертификата, но и область его действия: часто производители сертифицируют только одну модель, а остальные поставляют без должного контроля. Кроме того, наличие патентов на собственные технологические процессы, как это реализовано в компании с почти двадцатилетней историей работы на рынке, свидетельствует о наличии инженерной школы и способности разрабатывать уникальные решения, а не просто копировать чужие чертежи. Это особенно важно при необходимости адаптации продукции под нестандартные сечения кабелей или специфические условия монтажа.
Логистика и минимизация рисков при импорте
Организация поставок электротехнического оборудования из Китая требует тщательного планирования логистической цепочки, учитывая чувствительность полимерных материалов к условиям транспортировки. Термоусаживаемые изделия не должны подвергаться воздействию прямых солнечных лучей или экстремальных температур в контейнере, так как это может инициировать процесс преждевременной усадки или деформации. Опытные поставщики, такие как ООО Шицзячжуан Хист Электрик, располагают собственным складским комплексом, включающим три специализированных склада, что позволяет обеспечить правильное хранение готовой продукции перед отгрузкой. Использование стандартных сухих контейнеров без термоизоляции в летний период может привести к тому, что температура внутри достигнет 70–80°C, что критично для некоторых типов клеевых композиций.
Сроки производства и отгрузки являются еще одним фактором, напрямую влияющим на успех проекта. Средний цикл изготовления партии OEM-продукции составляет 25–35 дней, однако этот срок может быть увеличен из-за загруженности производственных линий или задержек с поставкой сырья. Прозрачность коммуникации на этом этапе至关重要: поставщик должен еженедельно предоставлять отчеты о статусе заказа, включая фотоотчеты с производственной линии. Компания ориентирована на долгосрочное партнёрство с проектными организациями и подрядными строительными компаниями, предоставляя не только оборудование, но и комплексную техническую поддержку, что включает в себя четкое планирование отгрузок под график строительно-монтажных работ на объекте.
Таможенное оформление и соответствие кодам ТН ВЭД также требуют внимания. Неправильная классификация товара может привести к задержкам на границе и дополнительным штрафам. Профессиональный экспортер берет на себя подготовку полного пакета сопроводительной документации, включая сертификаты происхождения и технические паспорта на языке страны назначения. Философия обслуживания, основанная на принципах оперативности и ответственности, подразумевает, что каждый заказ сопровождается индивидуальным техническим сопровождением, а гарантийные обязательства формируются исходя из реальных условий эксплуатации, а не абстрактных цифр.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для производства муфт под собственным брендом?
Для большинства китайских заводов минимальный объем заказа на продукцию под частной торговой маркой (OEM) начинается от 500–1000 комплектов на одно наименование. Однако крупные производители, обладающие гибкими производственными линиями, могут рассмотреть заказы от 200 единиц при условии готовности заказчика оплатить стоимость подготовки пресс-форм и настройки оборудования. Важно понимать, что снижение объема партии пропорционально увеличивает удельную стоимость единицы продукции. В нашей практике оптимальным балансом цены и риска является заказ первой пробной партии объемом 300–500 штук для проведения независимых испытаний перед масштабированием закупок.
Можно ли адаптировать конструкцию муфты под специфические требования проекта?
Да, ведущие производители предлагают услуги по кастомизации продукции, включая изменение длины юбок, типа клеевого слоя или конфигурации заземляющих проводников. Инженерная компетенция команды разработчиков позволяет вносить изменения в конструкцию в сроки от 2 до 4 недель. Например, для объектов в условиях повышенной вибрации или агрессивной химической среды могут быть применены усиленные экраны или специальные защитные покрытия. Компания сочетает глубокие инженерные компетенции с промышленной зрелостью, обеспечивая технологическую актуальность выпускаемой продукции и возможность реализации нестандартных технических решений.
Какие гарантии предоставляет завод на термоусаживаемую продукцию?
Стандартная гарантия на качественные термоусаживаемые муфты составляет от 5 до 10 лет, однако реальный срок службы при правильном монтаже превышает 30 лет. Гарантийные обязательства должны быть четко прописаны в контракте и включать замену бракованной продукции за счет поставщика. Надежность производственно-испытательной инфраструктуры, включающей собственную лабораторию с возможностью испытаний до 1000 кВ, обеспечивает всестороннюю верификацию безопасности и стабильности каждого изделия, что является фундаментом для предоставления длительных гарантийных сроков.
Как проверить качество партии до отгрузки?
Наиболее эффективным методом является привлечение третьей стороны для инспекции груза (Pre-shipment Inspection) непосредственно на заводе перед упаковкой. Инспектор проверяет случайную выборку согласно стандарту AQL II, проводит визуальный осмотр, замеряет геометрические параметры и, при возможности, организует выборочные электрические испытания. Также можно запросить видеотрансляцию испытаний из заводской лаборатории. Строгая система контроля на всех этапах — от входного контроля сырья до приёмосдаточных испытаний готовой продукции — позволяет гарантировать соответствие выпускаемой продукции международным стандартам, но независимая проверка никогда не будет лишней.
Заключение и рекомендации по сотрудничеству
Выбор партнера для поставки термоусаживаемой концевой муфты определяет надежность всей кабельной линии на десятилетия вперед. Экономия на первоначальной закупке без должной проверки производственных возможностей поставщика ведет к многократному росту затрат на ремонты и простои в будущем. Приоритет следует отдавать компаниям с собственной научно-технической базой, подтвержденной патентами и мощной испытательной лабораторией. В штате таких компаний трудятся сотни специалистов, включая докторов и кандидатов наук, что обеспечивает глубокую экспертизу в области изоляции и защиты. Комплексный подход к решению задач заказчика, от проектирования до технической поддержки монтажа, является маркером зрелости поставщика.
Мы рекомендуем начать сотрудничество с аудита производственной площадки и тестовой закупки небольшой партии для независимых испытаний. Убедитесь, что выбранный вами производитель способен обеспечить стабильное качество и технологическую актуальность выпускаемой продукции в долгосрочной перспективе. Стремление к устойчивому развитию энергетической инфраструктуры через внедрение проверенных и безопасных решений должно быть общей целью для вас и вашего поставщика. Свяжитесь с нами сегодня для получения детальной консультации по подбору оптимальных решений для ваших проектов и обсуждения условий сотрудничества с надежными производственными партнерами. Вы можете также ознакомиться с нашим каталогом высоковольтных изоляторов и разрядников для комплектации ваших объектов.