

Подключение электрических проводов oem
Когда слышишь 'подключение электрических проводов oem', многие сразу думают о простой сборке по чужим чертежам. Но если копнуть глубже, особенно в контексте серьёзных проектов, становится ясно — это целая философия. Не просто 'прикрутил клемму', а полное понимание того, как поведёт себя узел через десять лет в сыром подземном коллекторе или при перегрузках. Частая ошибка — считать, что OEM означает лишь следование спецификациям. На деле, это часто совместная разработка, где производитель должен обладать своим, причём глубоким, инженерным видением.
Где кроются подводные камни в OEM-подходах
Возьмём, к примеру, кабельные муфты. Заказчик присылает ТУ, вроде всё ясно: материал, диаметр, напряжение. Но в спецификации может быть не прописано, например, поведение герметика при циклических температурных нагрузках от -50°C до +40°C, которые бывают в Сибири. Если производитель не обладает собственными испытательными стендами и опытом, он сделает 'как в бумажке'. А через два сезона — течь и отказ. Поэтому для нас, в ООО Шицзячжуан Хист Электрик, OEM — это всегда диалог. Наша команда, включая тех самых 7 докторантов и аспирантов, часто задаёт уточняющие вопросы, которые могут изначально и не прийти в голову заказчику. Это не придирки, это необходимость.
Был случай с одним европейским интегратором. Заказали партию соединителей для ВЛ 110 кВ. По чертежам — всё стандартно. Но наш технолог, глянув на карту предполагаемого монтажа (прибрежная зона с высокой солёностью воздуха), предложил изменить состав антикоррозийного покрытия на гильзах. Заказчик сначала сомневался, дескать, это не по спецификации и удорожает. Убедили результатами ускоренных испытаний в соляной камере. В итоге, через три года они же вернулись с благодарностью — на их стандартных соединениях на других объектах уже появились признаки коррозии, а наши — как новые. Вот это и есть ценность настоящего OEM-партнёрства.
Ещё один момент — логистика компонентов. Казалось бы, это не про подключение проводов. Но как быть, если для сборки узла по OEM-контракту нужна специфическая медная лента от немецкого производителя, а её поставки задерживаются на полгода? Просто ждать? Нет. Приходится искать альтернативы, проводить сравнительные испытания на проводимость, усталостную прочность, и только потом согласовывать замену с заказчиком. Это огромный пласт скрытой работы, который никогда не виден в конечном продукте, но без которого подключение электрических проводов oem превращается в русскую рулетку.
Оборудование и 'золотые руки': что важнее?
У нас на производстве стоит современное итальянское оборудование для опрессовки и герметизации. Но любой мастер скажет, что машина — это всего лишь инструмент. Решающее значение имеет оператор, который чувствует материал. Допустим, та же холодная усадка. Автомат подаёт нужное усилие, но если кабель не был идеально очищен от разделительного слоя (а это часто бывает), то адгезия будет слабой. Человеческий глаз и руки это заметят, машина — нет. Поэтому у нас каждый сложный узел, особенно по OEM-заказам для ответственных объектов, проходит двойной контроль: автоматический и обязательный визуальный осмотр старшим мастером.
Часто заказчики просят максимальную автоматизацию, думая, что это гарантия стабильности. Но в реальности, для мелкосерийных или кастомизированных OEM-партий гибкость и опыт людей выходят на первый план. Настройка той же автоматической линии на новый тип кабеля может занять день. А опытный бригадир с двумя помощниками соберёт опытный образец за пару часов, сразу выявив 'узкие' места в конструкции. Это не призыв отказаться от техники. Это про баланс.
Вспоминается проект для горнодобывающего комплекса. Нужны были разъёмные соединения, устойчивые к постоянной вибрации. Чертежи прислали. Собрали на автомате — тесты на вибростенде не прошли, ослабла затяжка. Стали разбираться. Оказалось, в спецификации был указан стандартный момент затяжки болтов, но не учтён эффект 'самоотвинчивания' от вибраций. Мастера предложили добавить стопорные шайбы определённого типа и немного изменить последовательность затяжки. Согласовали с инженерами заказчика, доработали техпроцесс. Собрали вручную контрольную партию — тест пройден. Потом уже под этот доработанный процесс настроили и автомат. Без 'золотых рук' и смелости предложить изменение — проект бы забуксовал.
Материалы: не всё то медь, что блестит
В подключении электрических проводов oem качество материалов — это святое. Но и здесь полно нюансов. Все требуют медь высокой чистоты. Но для разных применений важны разные параметры: для одних — электропроводность, для других — пластичность, для третьих — стойкость к ползучести под давлением. Мы, как производитель, работаем с проверенными поставщиками, но и сами проводим входящий контроль. Не редкость, когда в партии 'одинаковой' медной ленты от одного плавильного завода встречаются отклонения по твёрдости. Если пустить это на ответственный узел, может быть беда.
Изоляция — отдельная история. Силикон, сшитый полиэтилен, EPDM... Выбор зависит не только от напряжения. Важна стойкость к ультрафиолету (для открытых установок), к маслу (для подстанций), к грибкам (для тропиков). В OEM-заказе заказчик может просто указать 'изоляция из силикона'. Но силикон силикону рознь. Наша лаборатория как раз и нужна, чтобы подобрать конкретную марку, которая не только подходит по электрическим характеристикам, но и будет долговечной в заявленных условиях. Иногда это приводит к небольшому удорожанию, но зато избавляет от гарантийных случаев. На сайте histe.ru можно увидеть, что наш профиль — комплексные решения для сложных условий. Это не просто слова, это как раз про умение работать с материалами.
Был печальный опыт лет десять назад. Взяли OEM-заказ на термоусадку для умеренного климата. Использовали хороший, казалось бы, материал. Но партия ушла в регион с резкими суточными перепадами температур. Через год пошли жалобы — трубки потрескались. Разбирались. Оказалось, у базового полимера был недостаточный запас по морозостойкости для таких скачков. С тех пор для любого региона, даже не указанного как 'экстремальный', мы закладываем дополнительный запас прочности по температурному диапазону. Учимся на ошибках, своих и чужих.
Стандарты и 'как лучше'
Работая на международный рынок, сталкиваешься с ворохом стандартов: ГОСТ, IEC, UL, DIN. В OEM-контракте обычно чётко прописан применяемый стандарт. Но жизнь сложнее. Например, стандарт описывает метод испытания на стойкость к короткому замыканию. Но он может не регламентировать, как именно должен быть смонтирован образец для испытания. А от способа крепления и теплоотвода результат может кардинально различаться! Поэтому наше подключение электрических проводов oem всегда включает этап выработки единых методик испытаний прототипа с заказчиком. Чтобы потом не было споров: 'а вы тестировали не так'.
Иногда возникает конфликт между стандартом и практической целесообразностью. Стандарт может допускать использование алюминиевых наконечников для определённых сечений. Но наш многолетний опыт эксплуатации в сетях с высокой нагрузкой показывает, что в тех же условиях медь надёжнее. Мы обязаны озвучить это заказчику. Часто они соглашаются на более дорогой, но проверенный вариант. Это и есть та самая техническая экспертиза, которая упомянута в описании компании. Она не живёт в патентах, она живёт в головах инженеров и в отчётах о полевых испытаниях.
Особенно это касается кабельных аксессуаров для сложных условий. Допустим, переход с воздушной линии на кабельную ввод в здание. Стандартный комплект есть. Но если место ввода находится в зоне постоянного обледенения или сильного ветра с пылью, стандартного решения может не хватить. Тут начинается работа на стыке стандартного OEM и инжиниринга. Предложить дополнительный кожух, другую схему герметизации, ингибитор коррозии для болтовых соединений. Это уже не просто производство, это предоставление того самого комплексного решения, о котором мы заявляем.
Коммуникация: самый ненадёжный элемент в цепи
Как ни странно, самый сложный этап в OEM-проекте — не производство, а взаимопонимание. Особенно в международных проектах. Технический английский у всех сторон на уровне, но нюансы теряются. 'Высокая надёжность' — это сколько? 99% или 99.99%? 'Быстрая установка' — это 10 минут на соединение или 30? Мы выработали для себя правило: любой спорный или важный параметр переводить в цифры, схемы, фотографии. Не 'надёжное соединение', а 'соединение, выдерживающее 1000 циклов термических нагрузок от -40°C до +90°C без изменения переходного сопротивления более чем на 10%'.
Огромную роль играют образцы. Прежде чем запускать серийное подключение электрических проводов oem, мы всегда изготавливаем 2-3 образца и отправляем заказчику. Часто они их тестируют у себя, в своих условиях. И приходят с замечаниями, которые невозможно было выловить по переписке: 'рукоятка туговата для монтажника в толстых перчатках' или 'метка фазы стирается после трёх протирок растворителем'. Это бесценная обратная связь. Иногда кажется, что это тормозит процесс, но на деле экономит месяцы на переделку бракованной партии.
Вот, кстати, про ООО Шицзячжуан Хист Электрик. Компания работает с 2004 года, и за эти годы мы прошли путь от простого исполнителя чертежей до партнёра, которого привлекают на ранних стадиях проектирования. Это доверие построено именно на деталях коммуникации. Когда инженер заказчика знает, что может позвонить нашему технологу и обсудить проблему не в формате 'вы должны', а в формате 'как нам это лучше решить'. Это и есть суть современного OEM. Не 'original equipment manufacturing', а 'open engineering mindset'.
В итоге, возвращаясь к началу. Подключение электрических проводов oem — это далеко не только про провода и их подключение. Это про глубокое погружение, про ответственность, которая шире ТЗ, и про готовность быть не просто поставщиком, а звеном в цепочке создания надёжной энергосистемы. И если подходить к делу именно так, то и продукт получается другим, и клиенты возвращаются. А большего, пожалуй, и не нужно.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Молниеотвод 24 кВ
Молниеотвод 24 кВ -
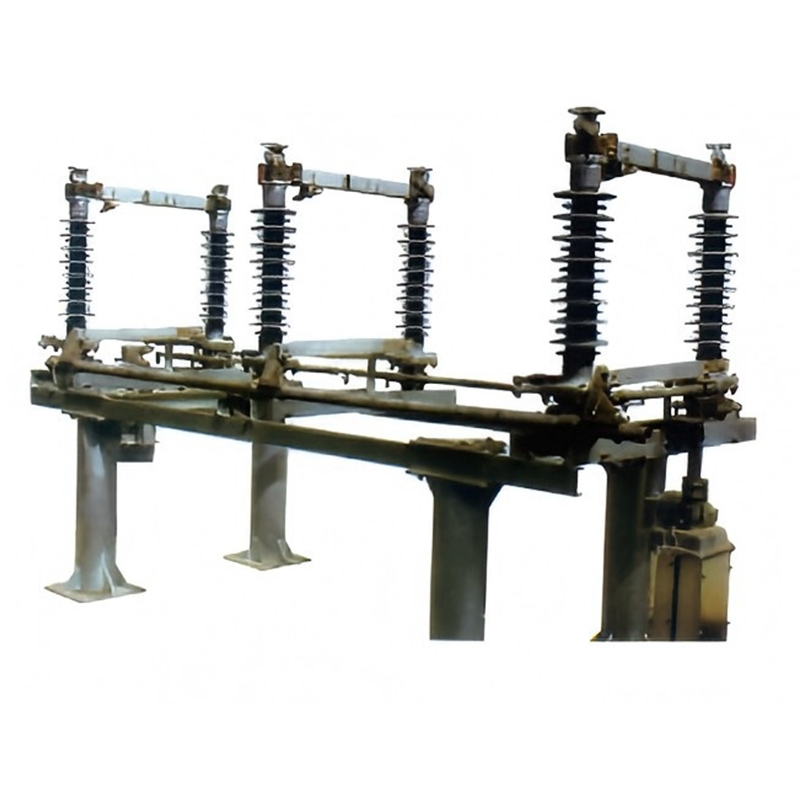 Разъединитель-(H)GW4-72,5кВ
Разъединитель-(H)GW4-72,5кВ -
 Разъём типа “+”
Разъём типа “+” -
 Муфта концевая холодноусаживаемая 66 кВ
Муфта концевая холодноусаживаемая 66 кВ -
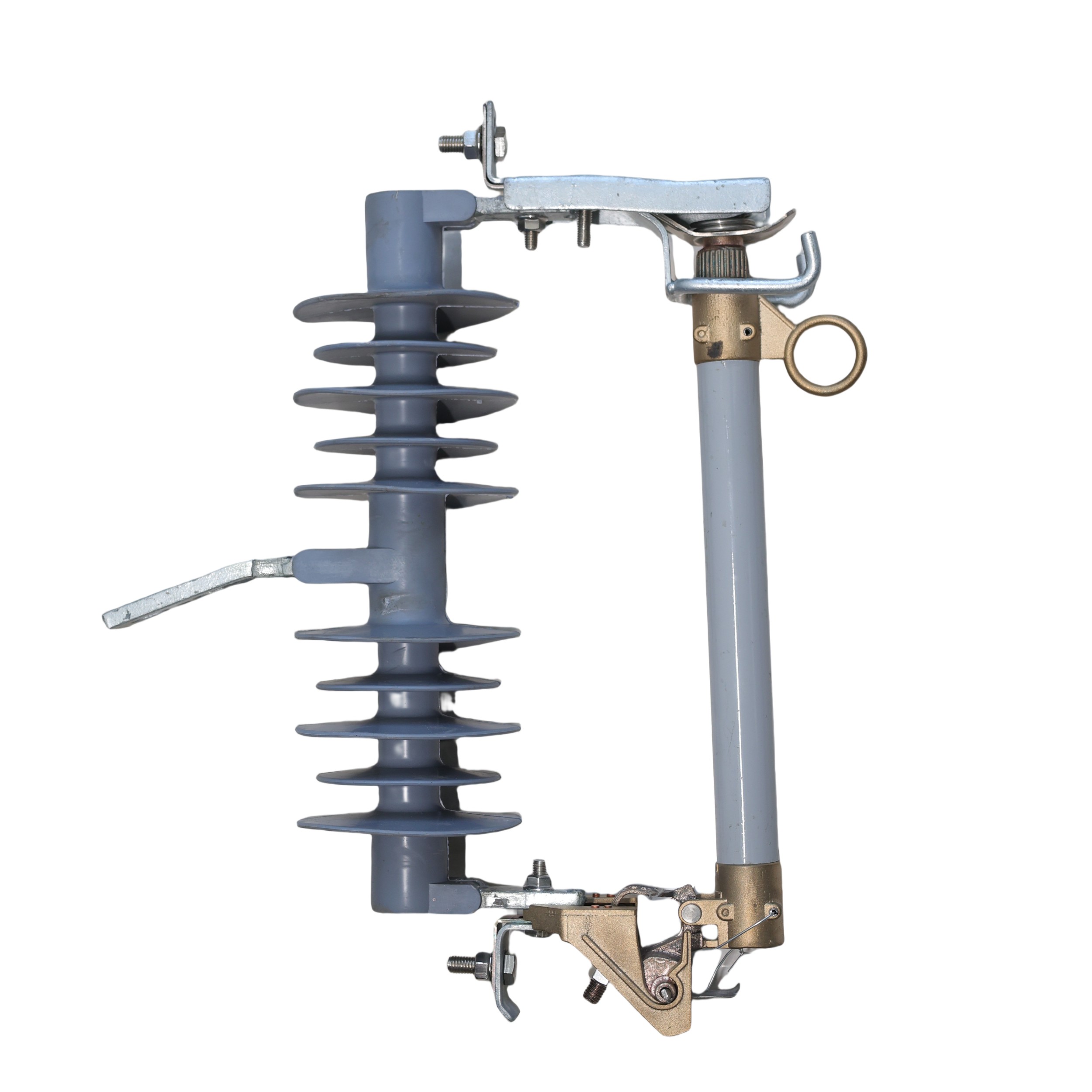
 Предохранитель-(H)RW9-15кВ
Предохранитель-(H)RW9-15кВ -
 Муфта срединная термоусаживаемая 20 кВ
Муфта срединная термоусаживаемая 20 кВ -
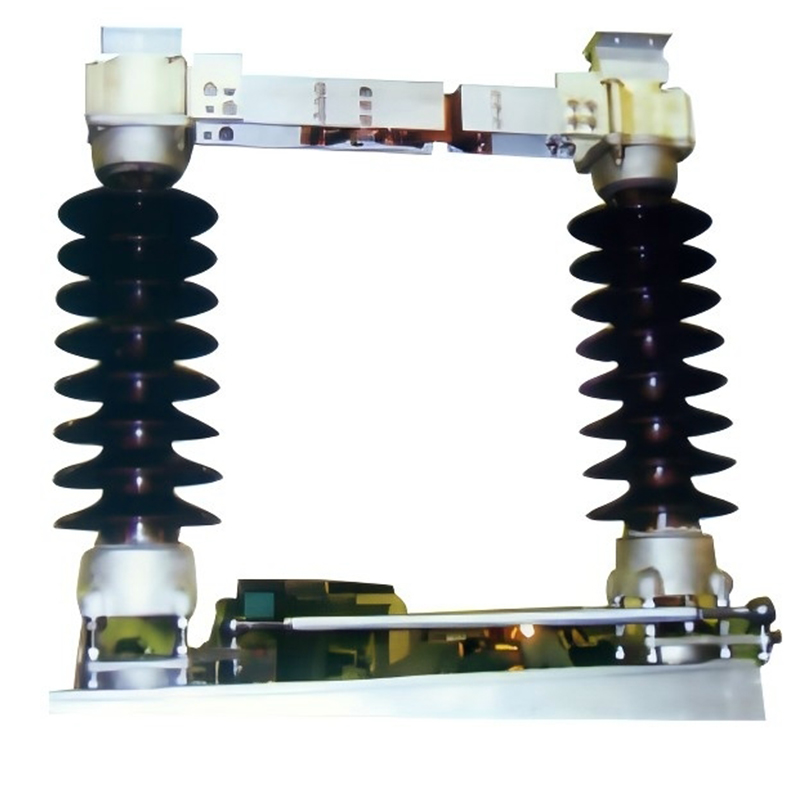 Разъединитель-(H)GW4-27,5кВ
Разъединитель-(H)GW4-27,5кВ -
 Муфта срединная холодноусаживаемая 33 кВ
Муфта срединная холодноусаживаемая 33 кВ -
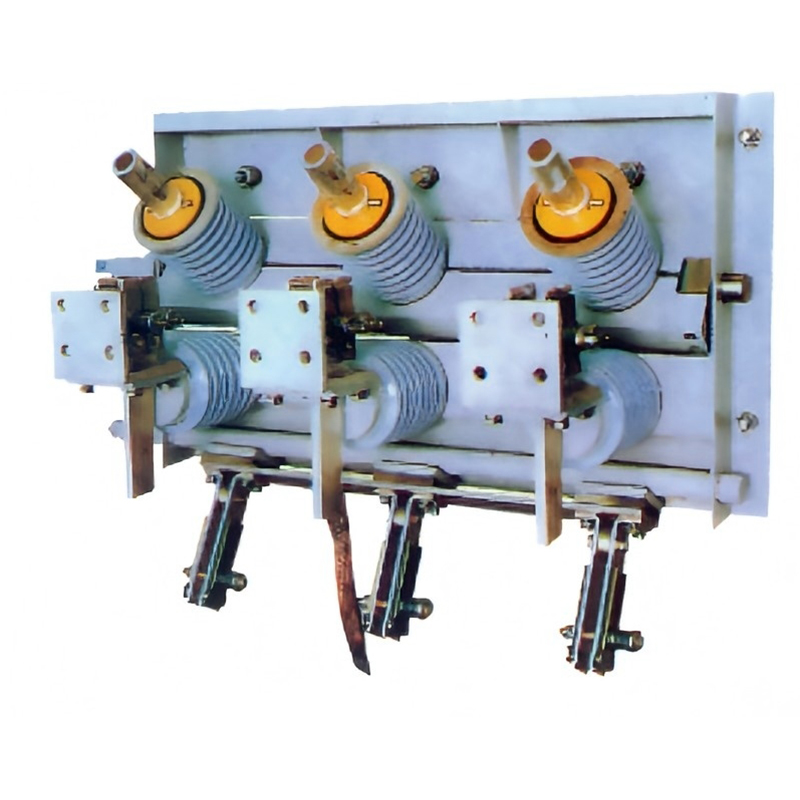 Разъемный выключатель-GN30-12D
Разъемный выключатель-GN30-12D -
 Разъемный выключатель-GW13
Разъемный выключатель-GW13 -
 Предохранитель-HPRWG2-15 кВ
Предохранитель-HPRWG2-15 кВ -
 Муфта концевая холодноусаживаемая 24 кВ
Муфта концевая холодноусаживаемая 24 кВ
Связанный поиск
Связанный поиск- Комплект кабельных вводов oem11kv
- Производитель 68-контактных распределительных щитов vhdci
- Дешевые наружной заделки обработка
- Цены на соединения и заделки
- Oem молниеотвод
- Поставщики типов обработки заделок среднего напряжения
- Цена термоусаживаемой терминирующей головки холодная установка
- Поставщики соединений и заделок
- Производители термоусаживаемых монтажных комплектов
- Дешевые разъединители с предохранителями



